In an effort to not lose more money on posters, we offer this full-resolution 11″ x 17″ image of A.J. Roubo’s famous Plate 11 for free. Download it, take the file to your local print shop and get it printed on a large-format printer.
The file is a jpg and is in full color. Print it out in color, and the background will resemble the rag paper used for the 1777 original. And the ink will be the dark dark brown found on the original.
If you are worried that the dude at the print shop will claim you need copyright clearance (for an image from 1777…?), print out this blog entry and take it along to the store.
“Hi. We (Lost Art Press) own the original of this image. The person holding this blog entry is allowed to print the image for their personal use. Thank you, print shop person.”
Why are we doing this? Several readers have asked for a Plate 11 poster. Instead of flushing away several hundred American dollars down the American Standard (and ending up with hundreds of unsold posters in my cellar), we decided to give the electronic image away (and use the money we saved for moss research).
I never get tired of this particular plate. It is so blinking odd. The scale of the jigs, tools and work hung on the walls of the workshop bear no connection to reality. The brace on the wall is the same size as one of the workers. However, if you own the “Book of Plates” you can play a fun game. All of the objects shown on the walls of Plate 11 are actually things found in other plates in the book.
I’m sure you could make it into a drinking game. Somehow.
When I started making chairs, I wanted someone to hand me a list of tools and say: “Here. Buy these, and you’ll be on your way.”
The longer I made chairs, the more I understood why a list like that isn’t a good idea. There are too many tools out there and too many variables in how people like to work.
For example: I’m not a big drawknife guy. Ask me to recommend a drawknife, and I’ll give you a bewildered look. Ask Peter Galbert or Curtis Buchanan about drawknives, however, and you will get a master’s thesis on the tool.
Another problem is that suppliers are constantly changing. If I told you to buy a Harris Tools travisher, you’d spend months trying to hunt one up and spend some stupid money. Toolmakers come and go. Plus, they go through management changes – both good and bad.
The easy way out of this problem is to say: “Sorry, I can’t help. Do your own homework on tools.” But as someone who bought a lot of crappy chairmaking tools back in the day, I can’t do that to another person.
The following list is, I hope, a helpful medium. It’s a list of the suppliers I use and trust – plus the tools and supplies that I buy from them. These are the tools and supplies that I think are important to my success. If a type of tool isn’t listed – say, a scratch awl – that’s because I don’t think it really matters what kind of scratch awl you buy.
And because the marketplace is constantly changing, I didn’t want to print this list in “The Stick Chair Book.” Instead, I’ll issue a new list if new suppliers emerge or go out of business. This one is current as of June 2021.
Craig Jackson started Machine Time in 2016. It now occupies 25,000 square feet of manufacturing space. The company has 15 employees and plans to hire five more this year. It recently brought on investors to grow even more.
“We mostly do aerospace parts, stupid tolerances,” Craig says. “Some of our tolerances are about the thickness of a Sharpie mark. It’s a whole world that I never truly knew existed. I mean, we’ve got to have temperature control within plus or minus 2°.”
Machine Time’s clients include NASA, SpaceX, Northrop Grumman, Blue Origin and more. U.S. manufacturing is such that Craig doesn’t need to look for clients – they find him.
Even though Craig never knows exactly where the parts he makes end up on rockets, he says he can’t watch a launch. “My feet are sweating, and I can’t be in the same room,” he says. “I just peek at the news the next day.”
Starting Machine Time, and the first five years, weren’t easy.
“From Easy Wood Tools, I had a big house, I had a Mercedes, I had Porsches, I had retirement,” Craig says. “I had to sell it all to fund this place. I didn’t take a paycheck for the first 5 years. My wife made $45,000 a year. We had to move into a house that was the size of a good-size living room, from a five-bedroom, five-bath mansion.”
Craig didn’t draw a paycheck until February 2022.
“Along the way it was so humbling, how many people were rooting for us, you know?” he says. “Chris [Schwarz] was like, ‘Hey, can you make these dividers?’ And I was like, ‘Probably not, but I’ll give it a try.’ I mean, it took us a month to figure out how to make anything at all productively. But now we’ve got an unbelievable team. I mean, a lot of these young guys are just sponges. And the relationship with Chris and Crucible has been pretty awesome.”
Like many shops, Machine Time’s first CNC was a Haas VF2.
The present location of Machine Time Inc., Nicholasville, Kentucky.
Craig says a super-clean and well-lit facility attracts great employees and customers.
Craig says the mix of making, say, rocket parts and hammers, has been great for the young folks in his apprenticeship program, too. Craig says it’s an honor to teach them a solid method to feed their family for the rest of their life.
“Solid,” he says. “They can go to any city in the country and make a living.”
Craig likes to show his apprentices the 38 ways he’s screwed something up and then tell them not to do it that way. Pick any other way but one of those ways, he’ll say. “Let me know how it works.” He loves being a machinist.
“It’s all I’ve ever been, a machinist,” he says. “I just think, I was made to do this. I’ve tried to not do it. It keeps coming back. It’s what I enjoy.”
Craig likes taking a big 600-pound hunk of aluminum and turning it into a part that might weigh 12 pounds, something thin, like a skeleton.
“It’s just an attractive process,” he says.
Craig says there are strong similarities and differences to woodworking. When woodworking with machines, often the cutting tool stays still and you pass the work across. In metalworking, it’s the opposite, he says.
“Really the precision of woodworking is pretty well directly proportional to the hand skills of the craftsman,” Craig says. “In metalworking, at least the parts we do, it’s more about the precision of the CNC machine.”
DMG Mori 5-axis CNC mills – $500,000 – are Craig’s machine of choice now.
All aerospace parts go through a rigorous CMM inspection – down to .0001” (about half the thickness of a Sharpie mark).
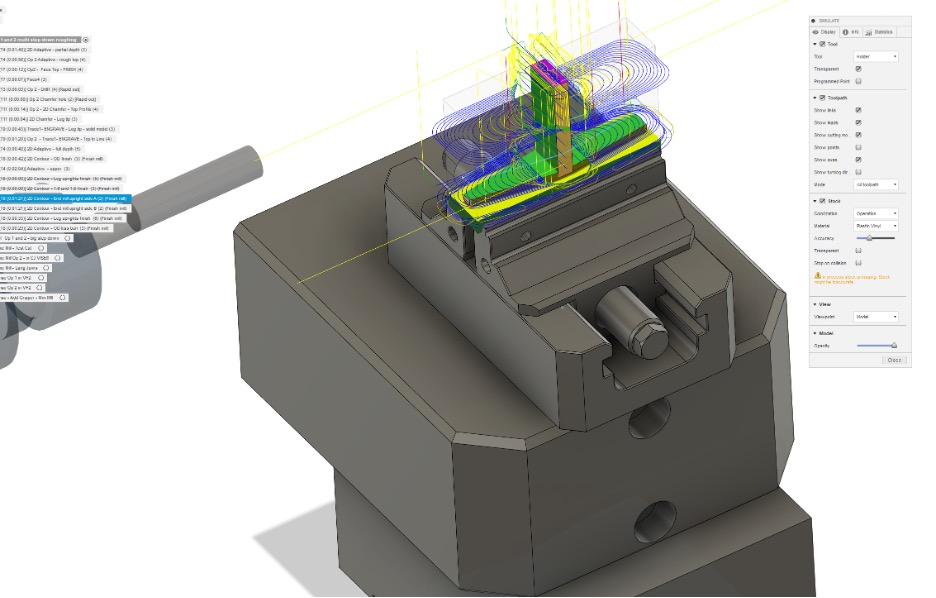
Everything Machine Time makes is programmed virtually via software. Craig and his crew see the entire operation take place on a computer screen first. Once perfected, the program is transferred to a machine.
“Now that sounds pretty straightforward but the devil is in the details,” he says. “There’s a lot of opportunity for mistakes. To program and make a part, it’s probably more than 10,000 decisions. Data points, rpms, speed rates, depth of cut, workholding – it’s the ultimate puzzle, just figuring out how to make this thing. In woodworking, there’s not really that much variety of joints. Everybody has a table saw, a band saw, a router. But in metalworking, I probably have more cutting tools than a whole community of woodworking. And I’m not saying one is harder than the other. I’m just saying there may be more overall variables to deal with…but maybe not.”
“To make one of those is a challenge,” he says. “But to make a thousand of them and to hand them off to an apprentice and foresee all the potential issues, that’s a good 180 hours of engineering and prototype work. It’s way up there. Especially on a thin part that can vibrate when you’re milling it. There’s a lot to it.”
Crucible Sliding Bevel.
And then there’s the Crucible’s Sliding Bevel. A collaboration between mechanical designer Josh Cook and Craig, Craig invented a way to allow users to independently control the rotation of the blade and the sliding of the blade.
“Engineering that, and I had to make a custom workholding, I probably had 400 hours in that,” Craig says. “I like what Chris once said: ‘Well, if you don’t like the price of it, we welcome you to go into small-scale manufacturing.’”
Of course, Craig acknowledges most of us are guilty of this line of thinking from time to time, including himself.
“When I go to the store and buy something made in China or a Mercedes or whatever, I look at it and think, ‘Well they got a machine and they just push a button and it spits it out,’” he says. “We just don’t have enough bandwidth to truly consider the depths of everything in our environment. We just don’t have enough brain to do that. And all we do is cuss when it doesn’t work. How does a car even hold together? There are 10,000 parts.”
Having been a machinist since the early 1980s, Craig has witnessed incredible advancements in the industry. Today, technology is key.
“We have to utilize every bit of CNC technology known to be or we can’t be accurate or we can’t be economical,” he says. An average CNC machine at Machine Time weighs 40,000 pounds, and has a 20,000 rpm spindle with 40 horsepower – and it costs half a million dollars.
“Weekly we’re bringing in new types of technology to the company, whether it’s how to hold a part with custom fixtures or another coolant system,” Craig says.
Always forward-thinking, Craig gets excited about technological advancements. He isn’t sentimental.
“Our vision as a company is to make manufacturing sexy again,” he says.
Craig says when he was a kid, it was considered cool if your dad worked in the plant. But now, it’s the opposite. Technology, he says, has the opportunity to change that.
“I grew up cranking handles on a Bridgeport mill or an engine lathe but machinists now are computer programmers at a basic level, with a high understanding of physics – we know materials, cutting tools and measuring,” he says. “As I get freed up from the day-to-day I’m going to try to hit the road and talk to colleges and high schools and just show them what we do, show them rocket parts and how we go about all this.”
Craig asks, “Have you ever seen a movie, heard a song, read a book that has a machinist in it?” He can think of one: “The Machinist.” It was a 2004 psychological thriller starring Christian Bale. It’s neither romantic nor uplifting. “I just want to see if I can move that needle a bit,” Craig says.
Craig’s vision for the future of Machine Time is to grow: increase benefits, capacity, all of it.
“The complete vision, as bold as it may be, is to create a standard machine shop model and apply it across the country,” he says. “Machine Time Nashville. Machine Time Las Vegas. And so on. That’s the goal. I don’t know that I’m the guy that can complete that but everything we do is in that direction. And whether we do another location or not, those are just good fundamental business practices.”
Craig says if he had $100 million, he wouldn’t retire. He’d have a bigger machine shop.
“We’ve got customers begging us to do more,” he says. “You know, I worked my butt off my whole life but with Easy Wood Tools, I always felt like it came too easy. It was not easy. But I was never sure that I earned it. I can tell you right now, at this point, I feel like I earned it.”
A Life Chronicled in Book Titles
Craig met his wife Donna on a blind date in 1984. She was 14, he was 16. They’ve been together 38 years. Today Noah is 24 years old, Sam is 22. They both work at Machine Time.
Donna and Craig, 1984.
“They both went their own ways for a little bit like most all young men do,” Craig says. “You know, your dad’s the biggest hero and the biggest asshole you’ve ever known as you grow up. And then when you go out in the real world, you realize it’s good to have somebody who truly has your back. So they’ve come back to my open arms!”
Craig and Donna after 38 years together.
Sam, Donna and Noah.
Craig and Donna live on 5 acres. Craig has a 30’ x 30’ detached garage at home that serves as a workshop – woodworking, as he doesn’t do any metalworking at home. He still loves woodworking and he makes cutting boards, bowls and dining room tables on weekends, giving most of it away to his employees and friends. He stores his wood in a 40’ x 60’ old tobacco barn.
Madrone burl bowl.
Maple burl bowl.
Pine desk for Donna.
A walnut table for an employee who celebrated five years with Machine Time. Buzz, the dachshund, is underneath.
Craig’s tobacco barn, where he stores his lumber.
“I love my lumber,” he says. “And bowl blanks. I’ve got two locations for Machine Time and I’ve got wood strewn across these two locations and my basement and my workshop and my barn so I can never find the bowl blank that I’ve got hidden who knows where and I’m still buying more.”
Craig likes to stay busy.
“I can’t even sit down on a Sunday afternoon unless my body gives out so there’s a curse to it,” he says. “Your strength is always a weakness. My weakness is that I can’t sit down and relax. Vacations, I’m not so great at that. I’m not saying one thing is better than the other.”
Craig used to travel a lot with Easy Wood Tools – he’d put up to 50,000 miles a year on his truck and fly. There were pluses and minuses. His boys were pretty young, but Craig says Donna likes to remind him that the family saw the country. They took the kids skiing, to Cancun, to Disney. They did all kinds of stuff. So although he was away from his family for periods of time, he also had the freedom to spend extended periods of time with them, too. These days?
“I don’t want to leave Donna, not even for an evening,” he says. “She’s my best buddy.”
Craig went through a really difficult period when he didn’t get all his money from Pony Tools and had to sell everything to start Machine Time.
“I about lost my mind,” he says.
To cope, he started acrylic painting.
“It’s probably the most emotional thing I’ve ever done,” he says. “You know the fear of failure? It’s not like making a machine part or making a table or making a bowl. Because I never know what the results are going to be. I don’t look at anything. I just smear it out. And it’s an amazing release. And maybe that’s because of the point in my life when I started doing it. I’m not an artist on paper at least, but it truly helped me keep my sanity. So I paint when I have to.”
“I often have no idea what I am painting till I’m 90-percent done – same with most things I do,” Craig says.
Craig spent the morning of our interview cleaning up 100 gallons of coolant that had spilled out on the floor from a CNC mill. He was mopping it up, throwing wood chips on it. The way he talks about setbacks, big and small, is admirable. They’re all lessons.
“Those lessons, from the bad times, oh my gosh, they’re so much better than the good ones,” he says. “Anybody can do good times and I don’t know if there are any lessons in them, really.”
Around the time Craig sold Easy Wood Tools he also started taking notes, called Book Titles. Today he has hundreds of them, a compilation of big statements condensed. Sometimes he quotes famous philosophers and makes notes. For example:
“The measure of a man is how much truth he can stand (truth always demands change). Nietzsche. AKA – Don’t fear the facts.”
Sometimes he writes his own. For example:
“The universe owes no debts. AKA – Believe that your effort is worth it.”
He calls them learning statements.
“They’re hard-earned and they came at a price,” he says. “And each of them came from a particular moment in time.”
His biggest one?
“Be willing to accept the consequences of doing the right thing.”
The Consequences of Doing the Right Thing
When Craig worked at the tobacco company, the HR manager told him that one day, when she interviewed there, the general manager asked her, “What makes you a good person?” And she told Craig that she didn’t have an answer for that. Craig thought about this for a few days.
“For me,” he says, “it’s, I’m willing to accept the consequences of doing the right thing. And so is Chris. And so is Megan [Fitzpatrick]. I think the word consequences is so often associated with ‘violation’ or ‘you broke the law.’ But the true consequences in life are for doing the right thing. And that’s the best long-term solution. Just look at the long-term. Just think about that, five years from now.”
And five years from now, Craig just wants to keep making ever-more difficult parts.
“It’s all about making jewelry, make it perfect, make it to print, make it amazing to the customer and then we’ll see if we can make money at it,” he says. “I don’t know if I even care about the money. I don’t know. I don’t know that I do.”
“Smile and you will end up happy.” – Craig
Craig likes to tell people this story.
“I feel like when I meet my maker, he’s only got one question: ‘Did you do everything you could with every day I gave you?’ I’ve already got my answer. So when things get too easy, I feel guilty. I’ve got to do more. I’m still walking. Chris is the same way. I’m not the only person. I’m not saying any of this is unique to me, that’s not my point. Everybody’s got me in them. But I’ve got everybody in me too. And we’re all just trying to get through the day and go to bed.”
One morning in 2020, as Craig was driving to Machine Time, tired, his funds drying up more and more by the day, he saw a familiar barn, for the first time really, along the way.
“These words came to me instantly and I pulled over and jotted them down just as I heard them,” he says.
Today, he has them printed and framed, below the above illustration of the barn.
Robert Wearing’s “The Essential Woodworker” was the second Lost Art Press book, and it was a lesson for us in how badly publishers treat authors. First, let me say that Wearing’s book is one of the most important books on out there on hand-tool woodworking (read about my first encounter with it here).
The original publisher of the book had let it go out of print. When that happened, they were supposed to return the photos or drawings to the author. But they didn’t. And then they claimed they had lost all the original materials – breaking one of the essential covenants of publishing. Wearing, in the meantime, was living on a fixed income in an assisted-living facility.
So John and I went to work. We wrested rights from the original publisher and set about to rebuild the book without any of the original materials. We typed the entire book back into the computer, scanned and edited every illustration and recreated all the photos that had been lost. And we created an entirely new layout.
The process took a couple years, but we are proud to say that Wearing then received a royalty for every one of the 37,000 copies we’ve printed since 2010. And his estate now receives these royalties.
For me, “The Essential Woodworker” was the landmark book that connected all the dots about hand-tool woodworking into a cohesive explanation as to how the craft works. You can read it in an afternoon, but its lessons will stick with you for the rest of your life. The illustrations are brilliant.
Bringing Wearing’s book back into print led us into our first massive republishing project: The Woodworker series by Charles H. Hayward. You can read more about that series of important books here.
The following step-by-step instructions on how to hinge a door are perfectly indicative of Wearing’s clear instructions and illustrations. We miss Robert, but we are happy that his book lives on to help others.
— Christopher Schwarz
Hingeing a door
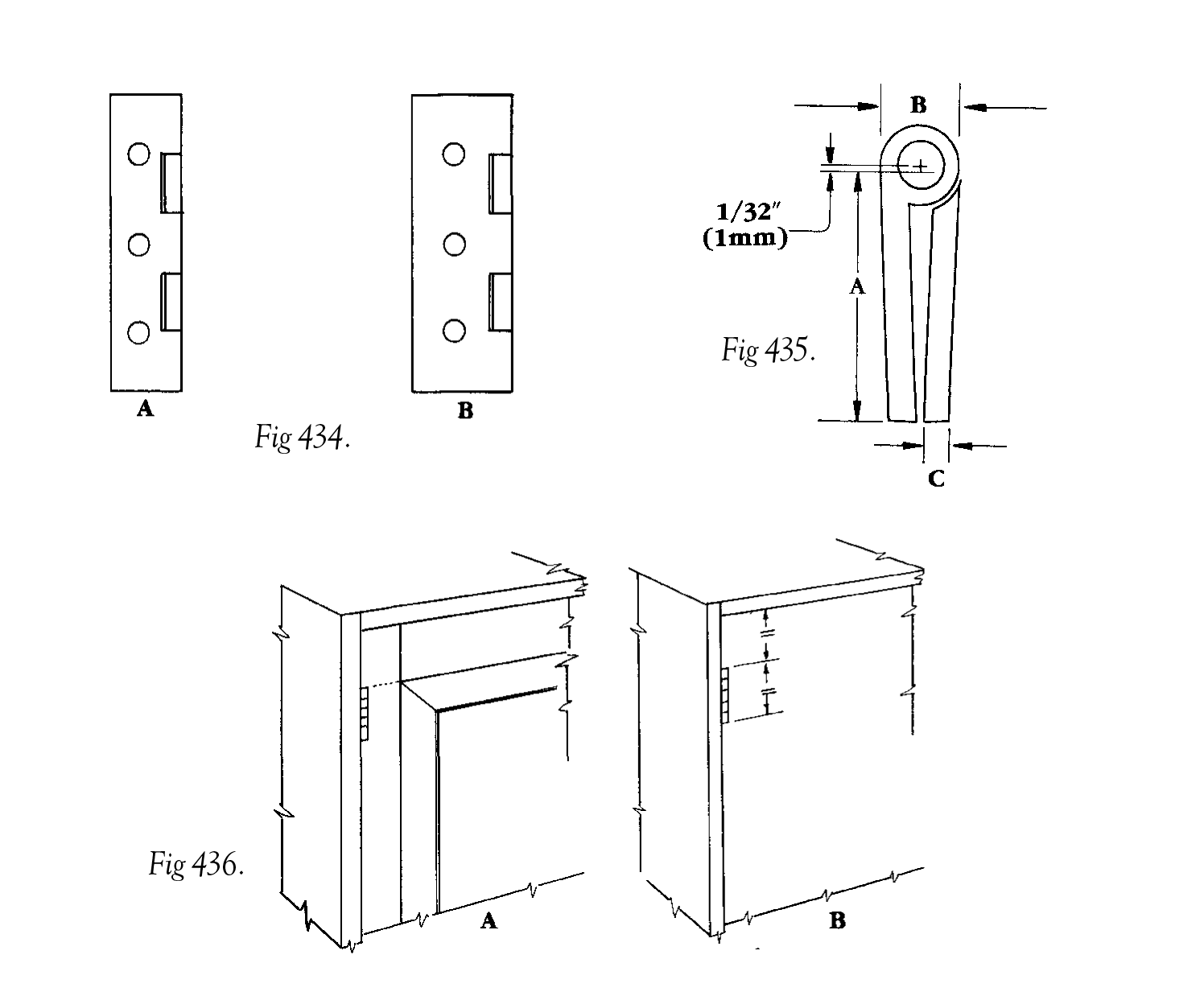
The majority of doors are fitted with butt hinges (Fig 434) – for best-quality work they should be solid drawn brass not folded or merely plated. The illustration shows the two styles: the manufactured, broad suite (B) and the narrow suite (A), the second being more commonly used for furniture. The broad suite type is useful when a door is slightly outset, because in this case if a narrow suite hinge is used, the screws are liable to come too close to the carcase edge.
Three gauge settings will be used in the marking out (Fig 435, A, B and C). Three separate gauges, though not essential, save time and re-setting. Note that in setting A the gauge point should be just short of the hinge pin centre; 1mm (1/32in.) is about right.
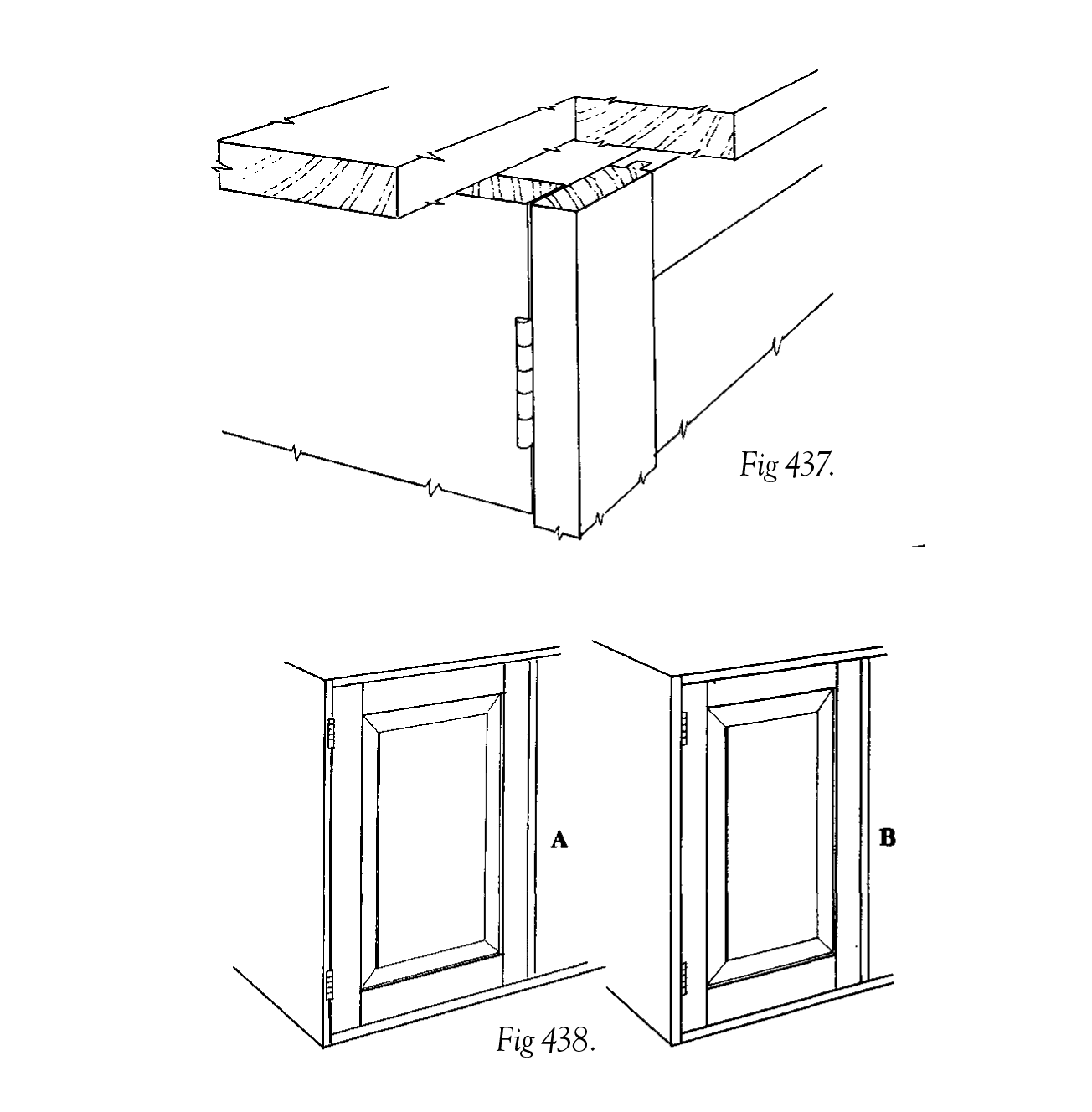
The location of the hinges is important, particularly for their appearance. On a framed door the hinge lines up with the inside edge of the rail (Fig 436A). On a flush door the hinge is generally placed at its own length from the end (Fig 436B). The same rules apply to the hinges on a planted door (Fig 437). Hinges let into both door and carcase (Fig 438A) interrupt the straight line between door and carcase. In Fig 438B the hinge is let into the door only, preserving the continuous line, a more pleasing effect.
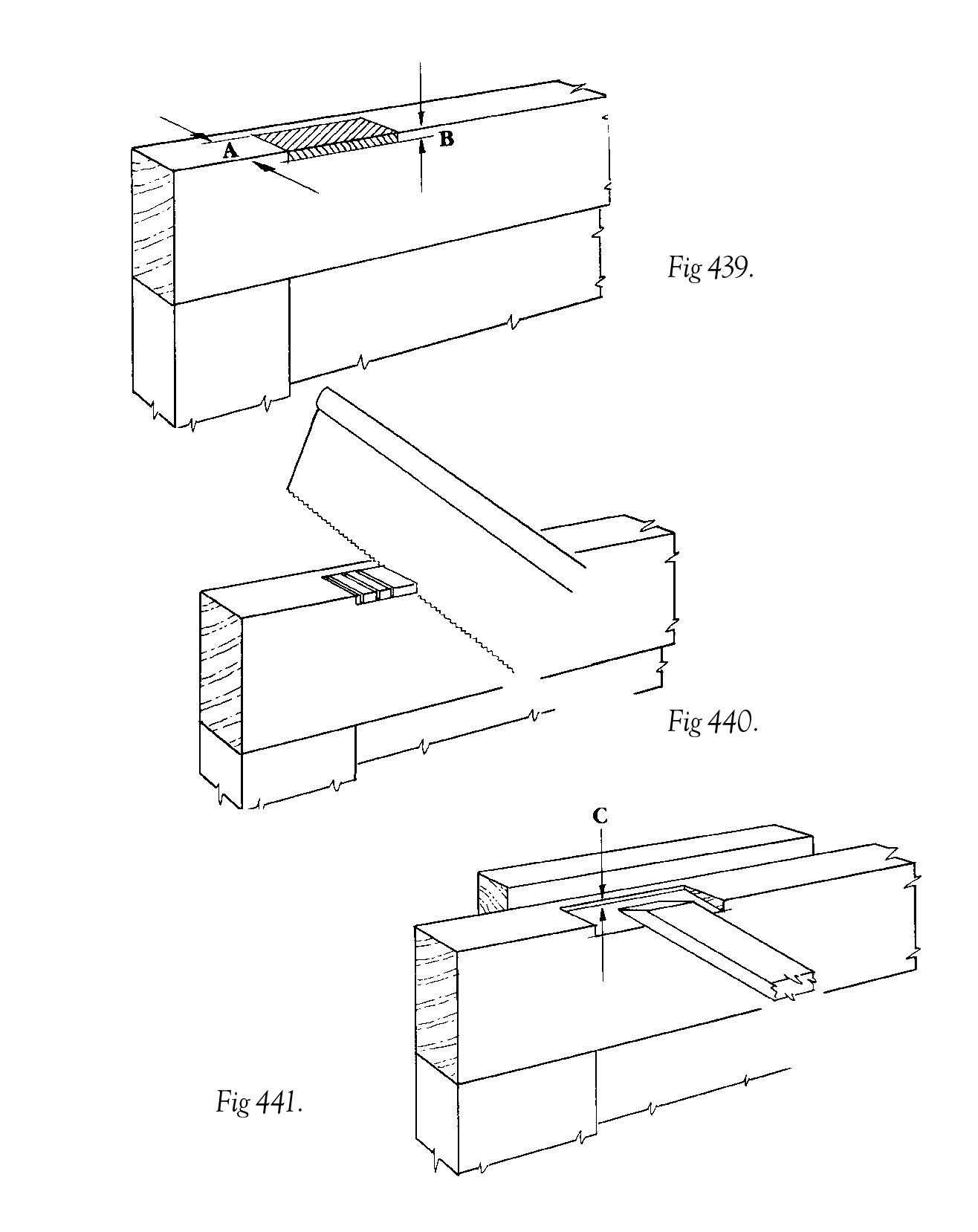
Mark the door first (Fig 439). The length is taken from the hinge itself and marked with a knife and square. Gauge the hinge width, A, on the edge and from the outside, i.e. the true face. Gauge the thickness, B, on the face. It is vital that this size is not exceeded otherwise the door will not close fully; if it is slightly undersize, the lesser evil, there will be a gap between the door and carcase which can be corrected. An overdeep socket will need packing up with veneer or card, or filling in and a fresh start, all unsightly.
The socket is formed by making a number of sawcuts (Fig 440) then removing the waste with a broad chisel (Fig 441). Notice that the socket reduces in depth towards the back where it finishes to a depth C, the thickness of the hinge leaf. Obviously this cannot be gauged, it must be found by trying the hinge. A socket too deep here will not affect the door closing but only its appearance. However the knuckle end is most critical as has already been mentioned. A block cramped to the door will prevent the chisel from accidentally bursting through.
Brass hinges need brass screws. With very hard woods it is easier to insert steel ones first, preferably one gauge smaller; these are replaced by brass when the hingeing is completed. Hinges sometimes need extra countersinking to ensure that the head does not stand proud. Provisionally fit the hinges to the door with only one screw in place.
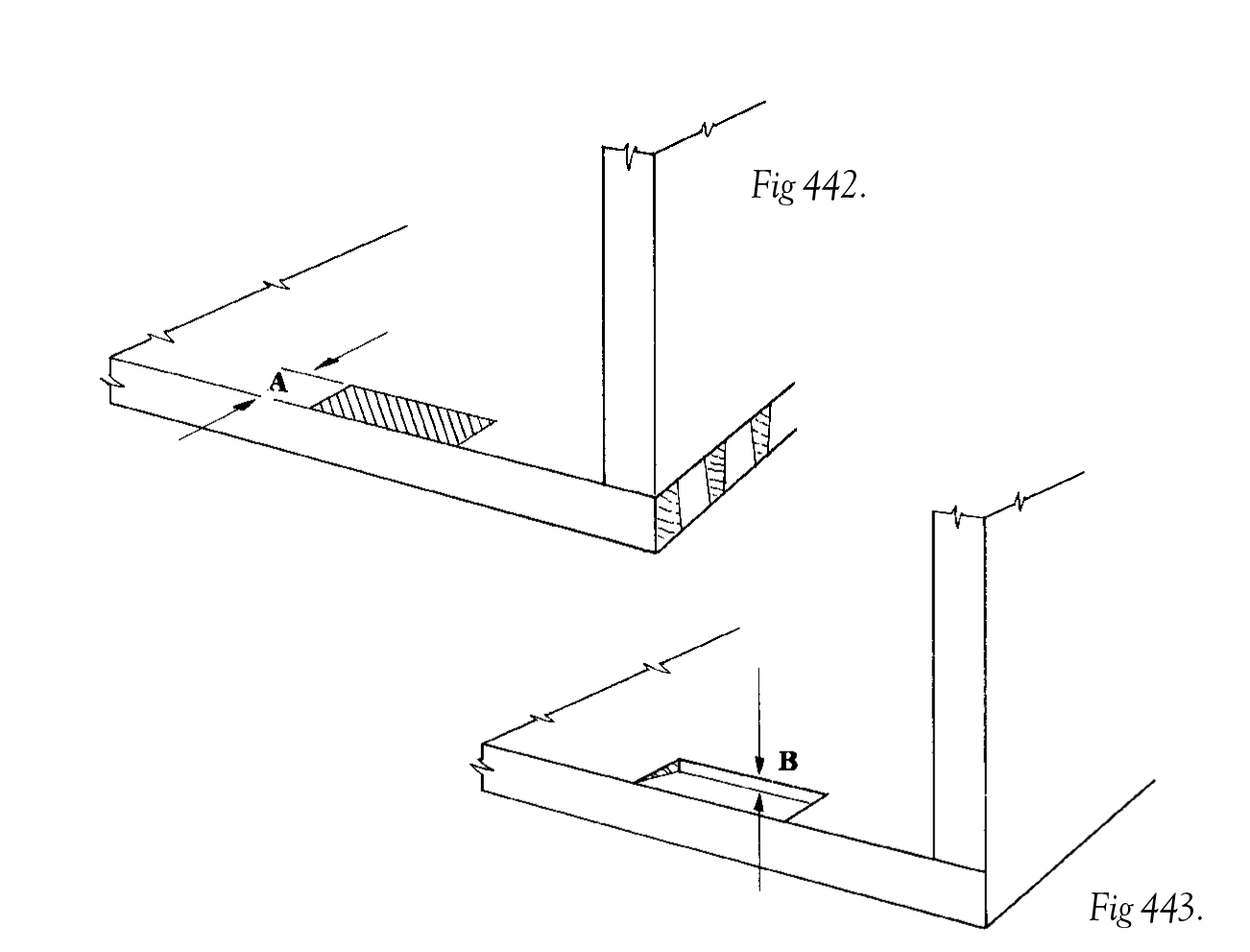
The door with its hinges is located in the carcase, standing on one thickness of the packing card. Mark the hinge position on the carcase and remove the door. Square these marks onto the inside and gauge the hinge width, A (Fig 442). Chop a chisel lightly across the grain in the manner of the sawcuts in Fig 440, remove the bulk of the waste and trim back the socket carefully to the lines. The maximum depth (Fig 443B) is the total hinge leaf thickness (Fig 435B). Again slight excess will not harm the fitting. Nothing must be removed at the carcase edge. Fix the hinge with one screw. Note that pilot holes for the screws must be drilled at right angles to the sloping bottoms of the sockets not to the face of the carcase.
Try the door for fit; a strip of thin paper should just pass down between the hinge stile and the carcase. The closing stile may now need easing, at a slight angle. The odd shaving may still be needed elsewhere but with accurate marking and careful working this should be minimal.
For the best-quality work the hinges should now be unscrewed and rough scratches removed from the knuckles with successively finer grades of emery cloth, then metal polish. At the final screwing on, use brass screws and line up all their slots the same way.
If a stop is needed it can be made in the same manner as a drawer stop.
Common faults when fitting doors are that either the door is ‘screw bound’ where protruding screw heads prevent the hinge from closing, or ‘hinge bound’ where the socket has been cut deeper than the total hinge thickness.
While talking chairs over a beer on an evening during the Chair Chat Class week, the conversation eventually turned upon the Swedish stick chair tradition in general, and Mats Palmquist’s 2018 book “Träsmak” in particular. As it happened, that book and a number of others had been laid out by Chrisropher Schwarz on the coffee table in the Covington Mechanical Library for us to peruse and, if so inclined, be inspired by for our upcoming chair builds.
It is lavishly illustrated with many hundreds of excellent photos of Swedish stick chairs, their design and their production over the last 170 or so years, so as a visual source of design inspiration, it works a treat. The text complements this with an in-depth look at the history of stick chair design and manufacture in Sweden during the same period. In Swedish. Which means that, unless you can at least decipher that language, or have the time on your hands to take the text through machine translation (and the patience to deal with the pitfalls thereof), like Chris and most other non-Scandinavians, you will only be able to view, not read. So, after I had gone on for a bit about what “Träsmak” actually has to say, Chris gave me a look and asked “how about you write a presentation of the book for the blog?”. As you can see, I agreed.
By the way, “presentation” is a key word; this blog post is not meant to be review, although I do express the occasional opinion or add snippets of information not out of the book. But the basic idea is to give the non-Swedish speaking readership of the blog a taste (pun intended – see below) of what it is all about. Not, however, by sticking to the structure of the book, which, from written sources, photos, memories and anecdotes, weaves a semi-chronologically presented, rather detailed tapestry of intermingled producers, designers and chairs. This makes for great reading and browsing but is not easy to sum up. I will instead attempt to identify some main threads, to stay with the tapestry analogy, and talk about them briefly, one at a time. But for a proper look, get the book!
‘Träsmak – En bok om svenska pinnstolar‘
First, though, the title: What it does it mean?
Trä is wood, and smak is taste or flavour, so a literal translation could be “The Flavour of Wood.” As an idiomatic expression, however, träsmak means a benumbed posterior from sitting on a hard or uncomfortable seat. So, Numb Butt, which, according to the author, has often been the result of sitting on these chairs: “It has been said that the stick chair is the only democratic piece of furniture. It is equally uncomfortable to all.”
As for the subtitle, en = one, a or an, bok = book, om = about, svenska = Swedish while pinnstolar is the plural of pinnstol = stick chair, from pinne = stick, and stol = chair. So, A Book About Swedish Stick Chairs.
Origin Story No. 2: The Book
Mats Palmquist has worked as a journalist, writer and graphic designer for more than 40 years. As far as I know, he’s not a woodworker, but he talks about a long-standing interest in furniture design, and about how, many years ago, he used to see plenty of stick chairs going for not much money at flea markets. His interest roused, he tried to find out more, but soon realised that very little had been written about them. Long years of gathering what information he could find eventually led to the thought that maybe he’d better write about the subject himself. Thus, while freely acknowledging it to be far from complete, he calls the result “a book somewhat like what [he] missed back then.”
Origin Story No. 3: Swedish Stick Chairs
Stick chairs are ubiquitous in the Swedish furniture landscape and have been since the second half of the 19th century – witness Palmquist talking about always finding them at flea markets. Witness also my own experience, growing up in Sweden in the 1960s and 70s. We had a set in the kitchen, so did my grandparents. Stick chairs were in the homes of family and friends, in restaurants, in public spaces. You never really noticed them; they were just there. So normal that they tended to disappear into the background, even as you sat on them.
And for a long time, there was a large industry to make them, some of which survives to this day.
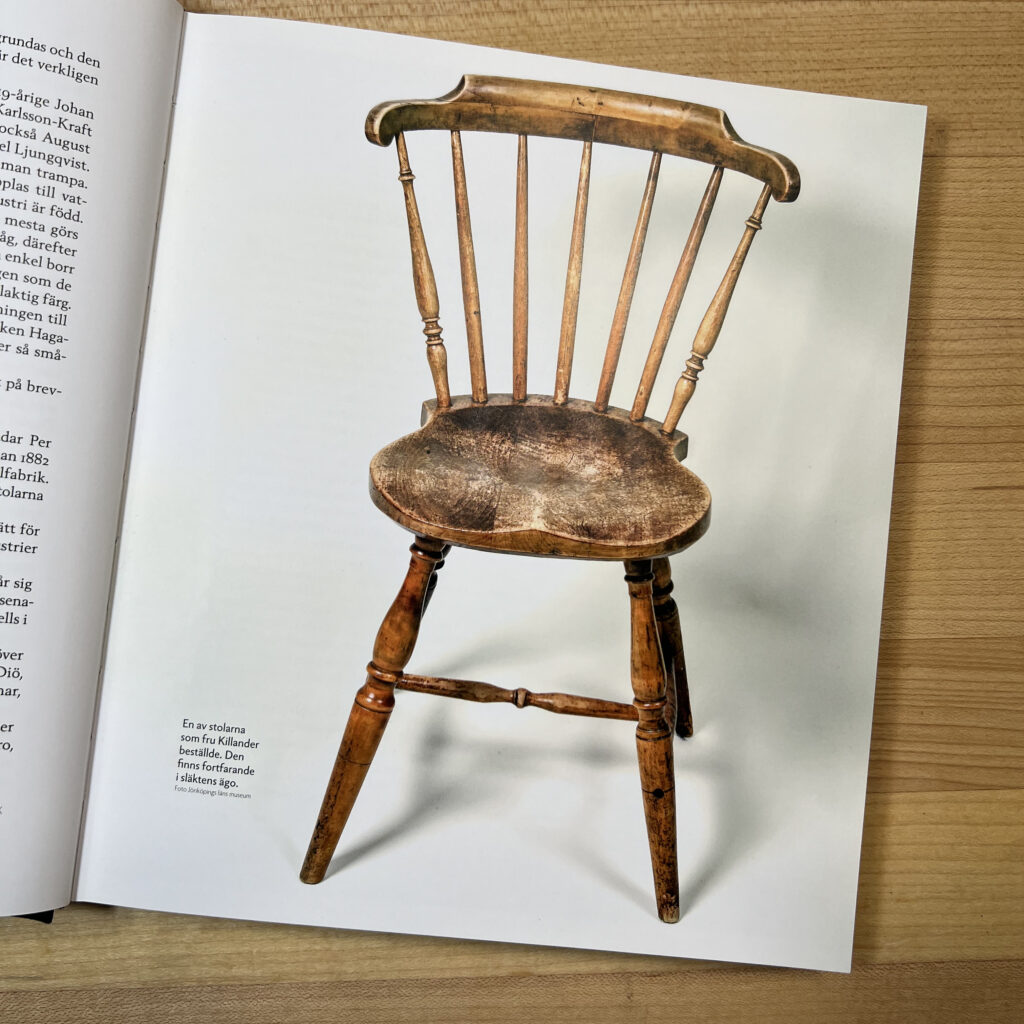
Apparently it can all be traced back to just three people, in an origin story that seems reasonably reliable. As Palmquist tells it, it began sometime in the 1850s, with a Mrs. Henrietta Killander, at the time lady of the manor at the Hook Estate in Svenarum Parish, some 20 miles south of Jönköping in the province of Småland in southern Sweden. She asked Jonas Fagerlund, the carpenter at close-by Lindefors Bruk iron works (that the Killander family also owned), to make a chair from a design of hers. Fagerlund in turn asked a certain Daniel Ljungqvist, for help. The latter was known for his skill in making spinning wheels, an implement that usually involves a staked construction and a number of turned sticks. He would thus have had a foot-powered lathe and been familiar with turning. After the first chair had met with approval, a further number were commissioned from the same two men.
The Killander family still owns this chair, said to be one of the original ones from the 1850s. If so, it confirms that Mrs. Killander’s design was closely based on English Windsor-style back chairs.
These chairs looked very much like English Windsor back chairs of the same era, but where Mrs. Killander found her inspiration for the design is not known. There is no evidence that she had been abroad, but small numbers of Windsor-inspired chairs had been made by Swedish cabinetmakers since the late 1700s. She may thus have seen some of those, or imported Windsors, or even just pictures of them; the importance of her design and commission lies not in any claim to originality, but in the impulse it gave to in particular Daniel Ljungqvist, who continued to make chairs like these. The idea soon passed from him to local smallholders, for whom it was a good way to make some cash on the side. The raw material – mostly birch – could be found in abundance pretty much on the doorstep, while a user-made, foot-powered lathe was well within reach, both practically and financially. The resulting chairs were then sold in town – Jönköping – or at fairs, and met with a steady enough demand to warrant continued supply.
From Farms to Factories
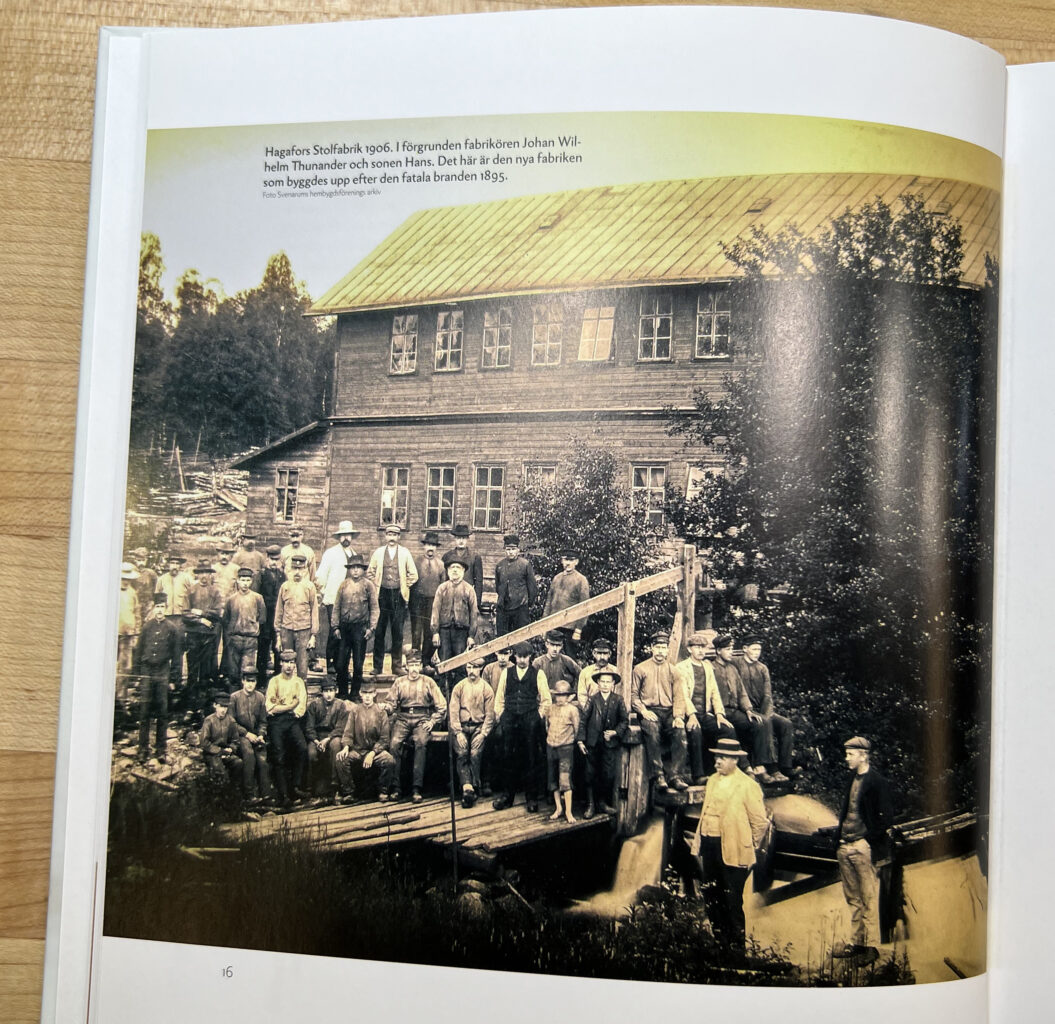
This nascent cottage industry soon outgrew the cottages where it got its start, and in the 1860s began to turn into an initially small and somewhat primitive but clearly factory-based proto-industry. First out was a certain Johan Wilhelm Thunander, who in 1863, at 19 years old and together with two others, began making chairs by hand at Harkeryd Farm, again in Svenarum Parish. They soon also employed a man who had worked with Daniel Ljungqvist. Thunander eventually came up with the idea to use water power to run the lathe, first at a local flour mill. In 1870 the activities were moved to Horshaga Farm, strategically located next to running water, and where, under the name of Hagafors Stolfabrik (fors = rapids; stolfabrik = chair factory), the machines running on water power soon included band saw, drill press and jointer.
The Hagafors Chair Factory in 1906. Out in front is Johan Wilhelm Thunander, the owner, with one of his sons.
Two other stick chair factory pioneers in the area were Carl Johan Wigell, who started making chairs in nearby Malmbäck in 1868, and Per Johan Andersson, who began his business in Svenarum in 1870, but in 1882 moved the 25 or so miles north-east to Nässjö, a town newly founded around the coming together of five different railroad lines, including the Southern Main Line connecting Malmö to Stockholm. The business was later named after the town as Nässjö Stolfabrik, and eventually became the most productive stick chair factory in Sweden.
On both sides of the turn of the 20th century, many other factories sprang up, first all over Småland, in places like Jönköping, Värnamo, Bodafors, Sävsjö, Vetlanda, Diö, Vaggeryd, Skillingaryd, Smålandsstenar, Moheda, Tranås and more besides, then elsewhere in Sweden, including Edsbyn, Tallåsen, Sparreholm, Holmsund, Stockholm, Tibro and Örebro. Steam (and later electric) power soon supplemented or replaced water for running machines.
There’s not room here to go into such detail as the book does on these many companies and factories and their varying fortunes, but of the original three, Hagafors Stolfabrik gradually ceased production in the mid-1960s, while Nässjö Stolfabrik went bankrupt and closed its doors in 1991/92. Wigells, though, are in business in Malmbäck to this day, and still make stick chairs (and many other types of furniture besides).
From Windsor to Swedish Mid-Century Modern – or SMC Rustic
Up until the late 1920s or so, most (possibly even all) of the stick chairs made in Sweden by these many factories look very much the same, irrespective of who made them. There will of course have been differences of quality, and a plethora of models – back chairs, arm chairs, rocking chairs and so on – with more or less subtle variations in design and finish, but judging from how Palmquist presents the matter, both in pictures and in writing, they were all riffing on a Windsor theme and on each other: decoratively turned legs and sticks; typically curly seat and comb shapes; marked saddling. In short, the Windsor works.
With the arrival in Sweden of Functionalism in the years around the 1930 Stockholm Exhibition this begins to change, and in particular during what might be termed a Golden Age for these chairs in the 1940s, 50s and 60s, a rich and distinctively Swedish stick chair language evolves through the work of a number of well-known and successful designers: Uno Åhrén, Carl Malmsten, Sven-Erik Fryklund, Yngve Ekström, Sonna Rosén, Gunnar Eklöf, and (from Finland) Ilmari Tapiovaara, to mention just a few of the bigger names.
Instead of the old, decorative turnings, legs and sticks become smoothly rounded, seats and combs lose their curlicues, saddling is usually discrete or non-existent, with some seats even made from form-pressed veneer. Much of it is made to fit into what is now often called a Mid-Century Modern aesthetic (including some more daring experiments in form, now perhaps a tad dated), with others in more of a (faux) Rustic style.
This design trend in fact continues to this day. Certain classics from the 40s and 50s are still produced (see also below), and although contemporary designers – amongst those whose work is mentioned in the book are Nirvan Richter, Lina Nordqvist, Thomas Sandell, Markus Johansson, Mårten Cyrén and Jonas Lindvall – may try to stretch the envelope in certain ways, they are yet well grounded in the forms and designs of the mid-20th century.
Oh, and – no surprise – Ikea has of course produced quite a number of stick chairs over the years; almost 50 different designs in fact. In earlier years Ikea often just sold whatever stick chair models were on offer from their suppliers, but with time the company’s chairs came to be designed directly for them by designers such as Gillis Lundgren, Bengt Ruda, Erik Wörts, Karin Mobring, Tomas Jelinek and Nike Karlsson.
Production Processes: Continuity & Change
It should perhaps be said that, even if you read Swedish, “Träsmak” will not teach you how to build Swedish stick chairs; it primarily covers their company and design history. There are, however, some comparatively brief but quite interesting passages on how the work was and is done.
As already mentioned, the production context very quickly became factory based, and powered tools and machines have been involved from early on. As example, Palmquist quotes a newspaper article from 1884 on the stick chair industry in Jönköping, where at the time 20 manufacturers turned out some 60,000 chairs a year, and, according to the article, a machine for saddling seats had just come into use that could do in an hour what a skilled worker needed ten to achieve.
That said, a very interesting account by a certain Allvin Leo, who at 13 years old in 1943 began working at Hagafors Stolfabrik, on how chairs were made there back then makes it clear that many manual or semi-manual elements were still involved. He furthermore explains that the factory bought the timber as logs in the round, and did all further processing themselves, including air and kiln drying.
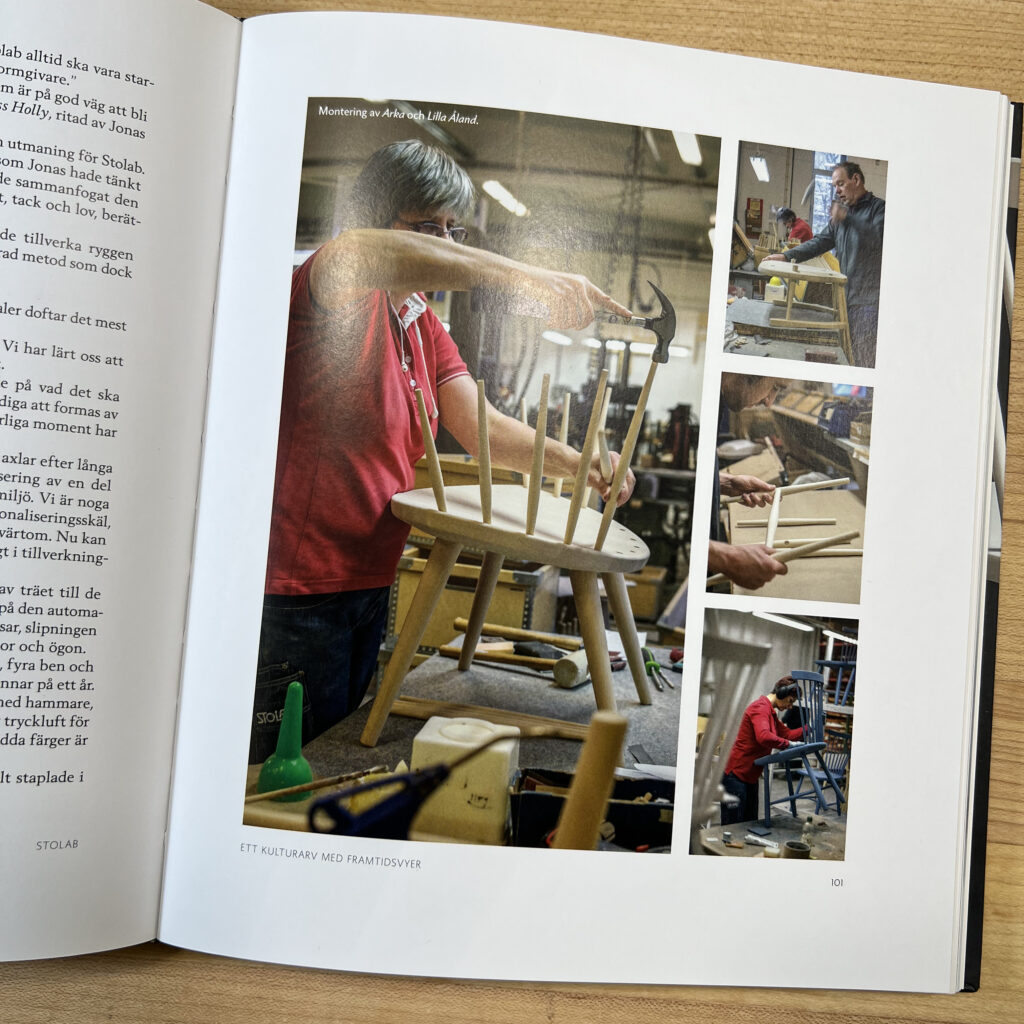
In fact, from Palmquist’s accounts of modern-day production at places like Stolab and Wigells, it is clear that although some parts of the process are now fully automated. Others, for example assembly, are still skilled jobs done pretty much the way it has always been done: with a hammer for assmebly (although compressed air lends a helping hand with pressing some parts together) and glue.
Modern-day stick chairs (Arka and Lilla Åland) being assembled at Stolab in Smålandsstenar.
Swedish stick chair production has also seen its fair share of experimentation, not only with form but also with construction methods. The newspaper article from 1884 talks about how the machine processes led to chair parts being sufficiently interchangeable that chairs could be exported unassembled, thereby saving on both packaging, transport and tariff costs. From at least the 1940s, form-pressed veneer seats has been a way to save on chair weight and speed up production of certain designs. And legs screwed into seats or hardware has both helped production and permitted stick chairs to be (partially) flat-packed.
An Influential Chair & Its Many Children
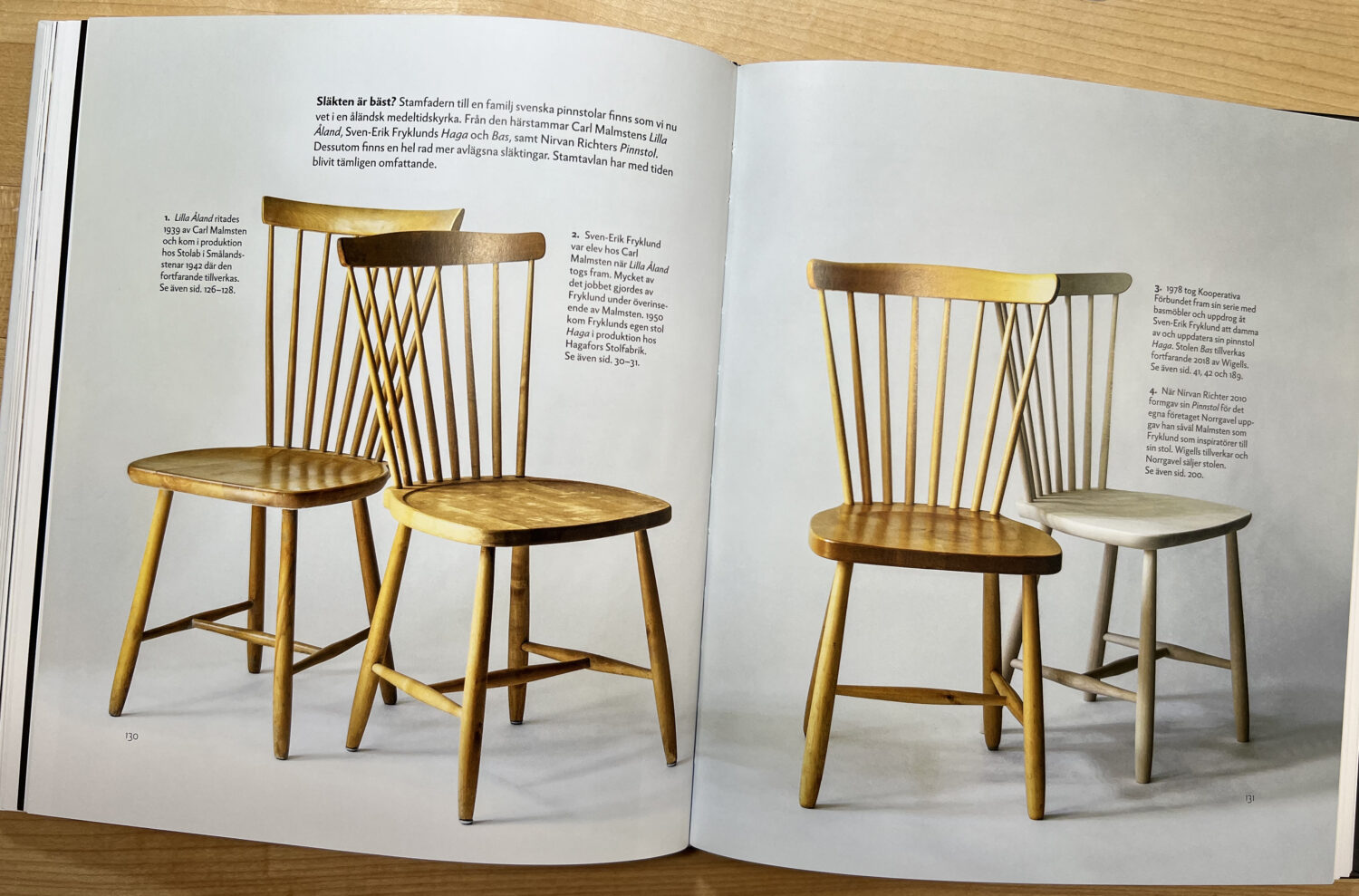
Probably the most well-known Swedish stick chair of all times is Lilla Åland by Carl Malmsten, a chair that has been in continuous production at Stolab in Smålandsstenar since 1942.
On a visit to Finström Church in the Åland Islands with a group of his students, Malmsten spotted an old stick chair, which they went on to measure and make drawings of. The maker was unknown, but it most likely dated from the latter part of the 19th century, and was in all respects a typical Swedish Windsor-like stick back chair. While most of the actual work was done by one of the students, Sven-Erik Fryklund, then 18 years old, Malmsten supervised and signed off on the design, and eventually handed its manufacture to Stolab.
Then in 1950 Hagafors Stolfabrik began production of Haga, a variation on the design that was entirely by Fryklund’s hand, as was a later (1978) style updated and simplified as Bas (= Basic) for Kooperativa Förbundet, the Swedish Co-op Union.
And in 2010 Nirvan Richter was heavily influenced by both the Malmsten and Fryklund designs when he developed his Pinnstol that is produced by Wigells and sold by the Norrgavel furniture company.
Four famous descendants. From left to right Lilla Åland (Malmsten with Fryklund, 1939), Haga (Fryklund, 1950), Bas (Fryklund, 1978) and Pinnstol (Richter, 2010).
To my mind, all four can be considered almost archetypes of the modern Swedish stick chair; this kind of chair is what I think of first when I hear the word pinnstol, and I suspect the same would be true for many Swedes today.
Concluding Comments
Although the above is but a brief summary of what is after all a book of 200+ pages, I hope it has given both a basic understanding of the book itself and, by extension, a potted history of the modern Swedish stick chair.
It may also have occurred to informed readers that the chairs in this book are not really stick chairs by the Lost Art Press definition, as they were and are factory made and mass produced. This is not a meant in a derogatory sense – just as a clarification. There is no mention in the book of any vernacular stick chair tradition in Sweden, before or during the time period covered. This does not exclude one having existed – staked construction techniques were certainly known and used – but that is not something that Palmquist sets out to explore. (A while back I wrote up some extremely limited research on the matter in a comment to a Klaus Skrudland post here on the blog; if ever I find the time, I’d love to pursue that line of inquiry.)
No matter your definition of “stick chair” though, “Träsmak” is a really interesting book, and well worth buying, even if you cannot or would struggle to read it. The photos are excellent and many, so it is a fantastic visual source of inspiration and ideas for things such as seat and comb shapes, stick configurations and ways to vary a theme. Not least a woodworker familiar with the American Windsor form would, I think, find much to glean from the similarity of difference (to coin an expression) between two forms with shared roots.
As mentioned above it is not a book of instruction, so some knowledge of how to make a stick chair would be needed for any inspiration to be practically applicable, but even just as something to browse through for the beauty of so many of the chairs I find it most worthwhile.
It is also a gorgeous book as such, with great graphic design, properly stitched signatures, a heavy-duty, half-cloth hard cover and nicely printed on good paper in the European Union.
Practical Details for Getting Hold of the Book
“Träsmak – En bok om svenska pinnstolar” is published by Historiska Media, a medium-sized independent Swedish publisher of books on history and cultural history. It first came out in 2018 and, at the time of writing, is still in print.
Historiska Media has a web shop, but only delivers to Sweden. Outside of Sweden, use the ISBN (978-91-7545-783-3) to order it through a local bookstore. (It might also be possible to arrange an inter-library loan through one’s local library; for the curious-but-less-inclined-to-buy, this possibility could be worth exploring.)


























{kind=link}