Robert Wearing’s “The Solution at Hand: Jigs & Fixtures to Make Benchwork Easier” has been printed and is en route to our warehouse in Indiana. As soon as it arrives, we will discontinue the special pre-publication offer where you receive a free PDF of the book when you purchase the hardback.
After Monday, purchasing the hardback and PDF together will be $30. If you order before midnight Eastern time on Monday, you will get both for $24.
“The Solution at Hand” is a great companion book to Wearing’s “The Essential Woodworker.” While “The Essential Woodworker” gives you essential basic information on using hand tools, “The Solution at Hand” is filled with hundreds of jigs, fixtures and appliances that make handwork a little easier, especially for repetitive operations.
You can read all the details and download a free excerpt here.
Robert Wearing’s “The Essential Woodworker” is back in stock in the Lost Art Press online store. We went out of stock last year after a surprising rush of sales on the title.
“The Essential Woodworker” was the second book we published, and it is still one of the first books I recommend to people who want to learn to work with hand tools.
While there are lots of good books that show how to buy the tools and set them up, “The Essential Woodworker” is fantastic because it shows you how the whole system works. Using handsaws, planes and chisels in your work is not just swapping things out for your table saw and sander.
The processes and the order of operations are fundamentally different – especially layout. Once you know when to plane, when to cut joints and when to assemble, then handwork becomes much more efficient. The book is a quick read – mostly hand-drawn illustrations – but it will change the way you think about hand work.
If you haven’t checked out this book, it’s just $29 and available now in our store.
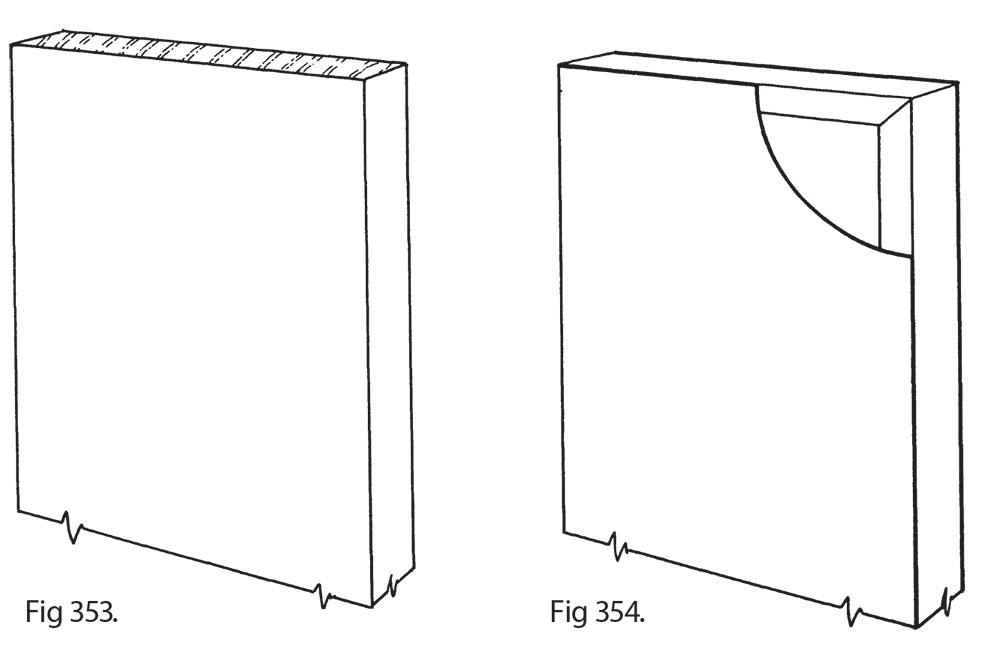
In making plain or flush doors the obvious choice of material appears to be a well-chosen board of solid wood (Fig 353). However this is no solution since the wood may swell or shrink, spoiling the fit, or warp, making any fit impossible. A stable, light door suitable for painting or lower-quality work can be made from a mitred frame to which are glued two sheets of thin ply (Fig 354).
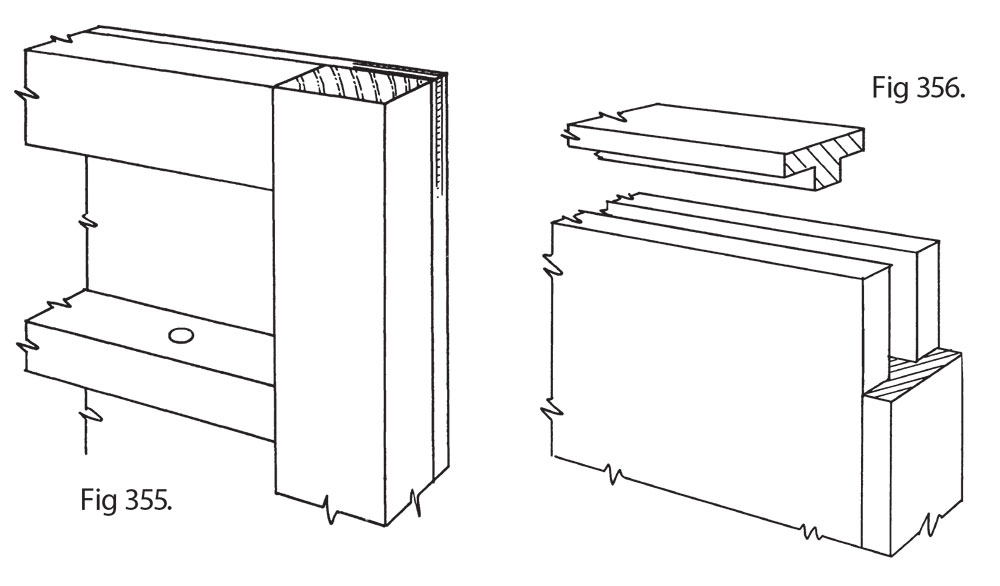
A heavier and more robust door is shown in Fig 355. Here a stronger frame is dowelled or tenoned together with two ply skins. Extra cross members are added to stiffen the door. Air holes are drilled in the cross members and in the bottom rail to equalize air pressure inside and outside. Such cross members must not be too far apart, nor should the ply be too thin (minimum 6mm (1/4in.)), otherwise an impression of the framing may show through.
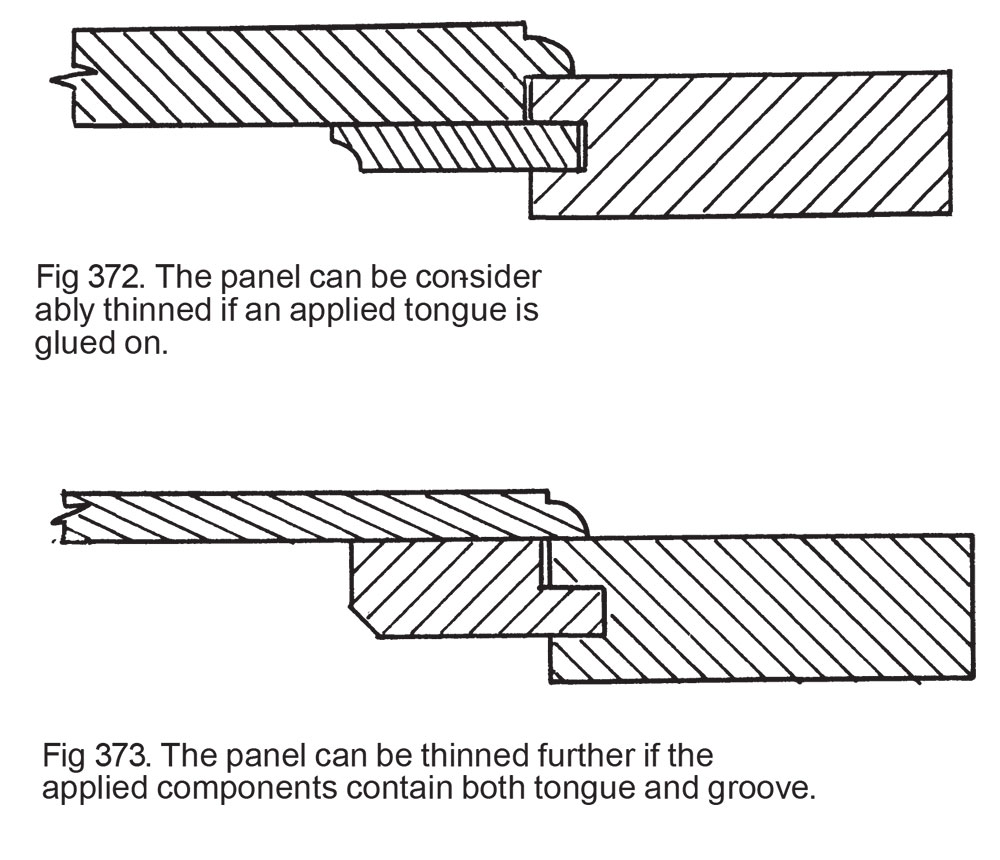
A door from multi-ply or blockboard is extremely stable, but the edges are unattractive and do not take the hinge screws well. Such a door is generally lipped (Fig 356). The lipping may be butted or mitred at the corners. The tongue is essential for good adhesion, particularly on the end grain of blockboard. The lipping may be applied to veneered material but for better work the lipping is concealed by veneering the whole face after the lippings have been glued and planed flush. Lippings must be made from thoroughly dry material, otherwise shrinkage will take place and the lipping will show through the veneer.
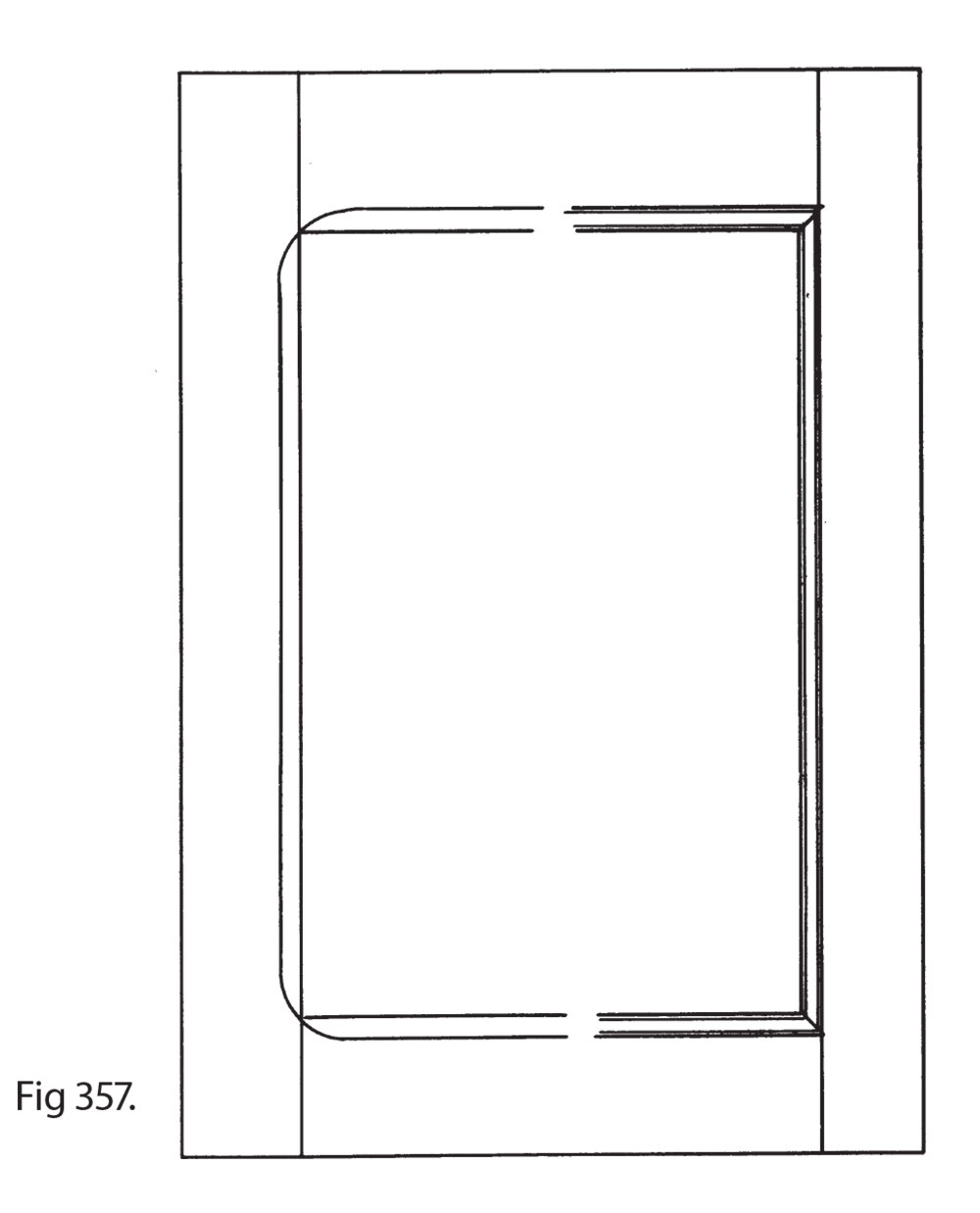
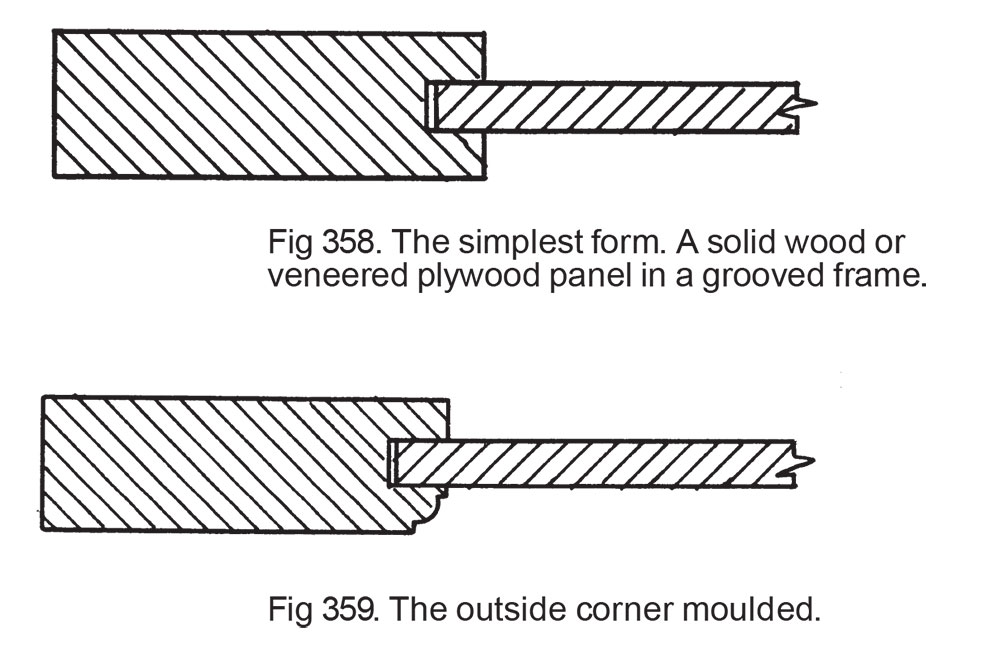
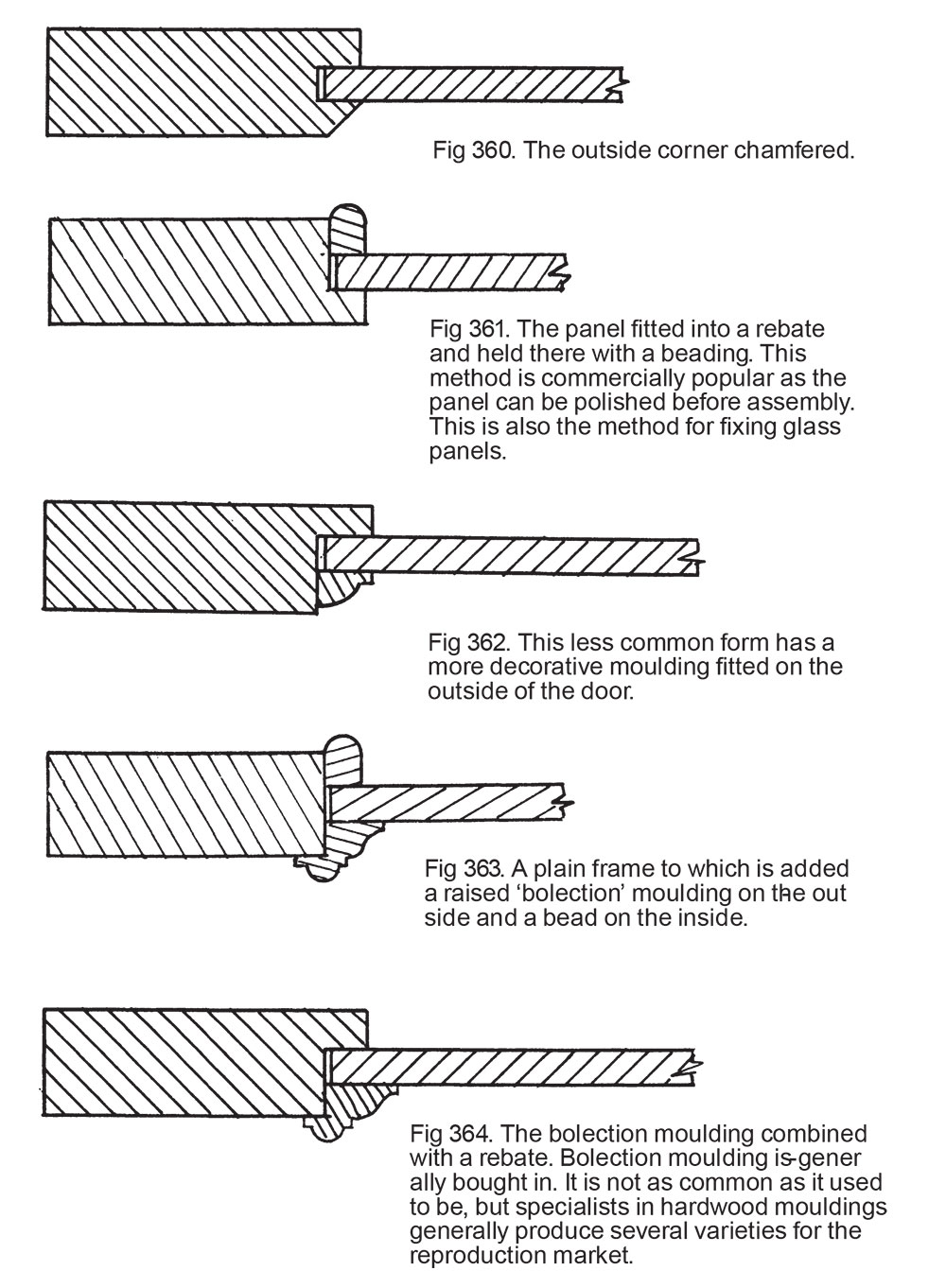
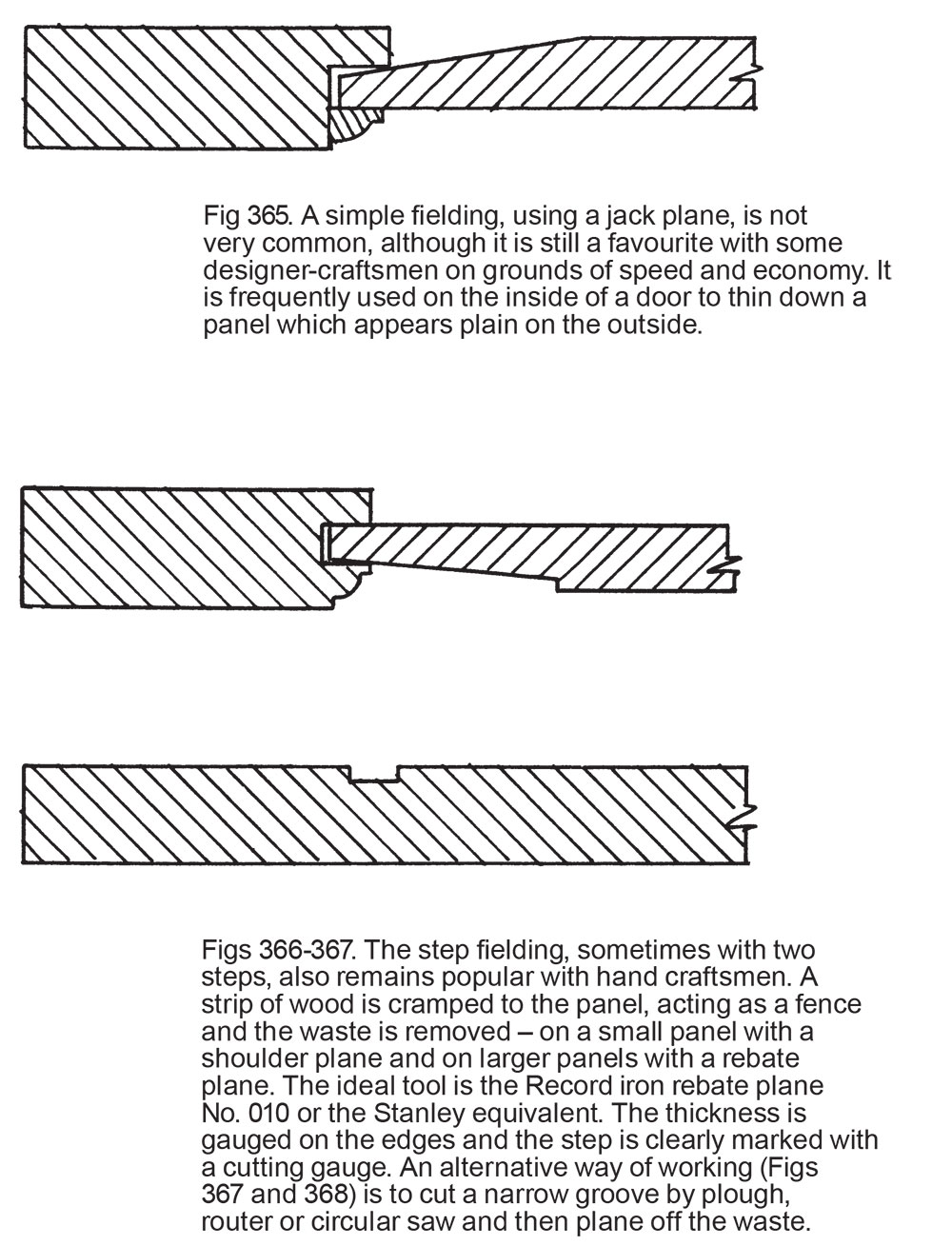
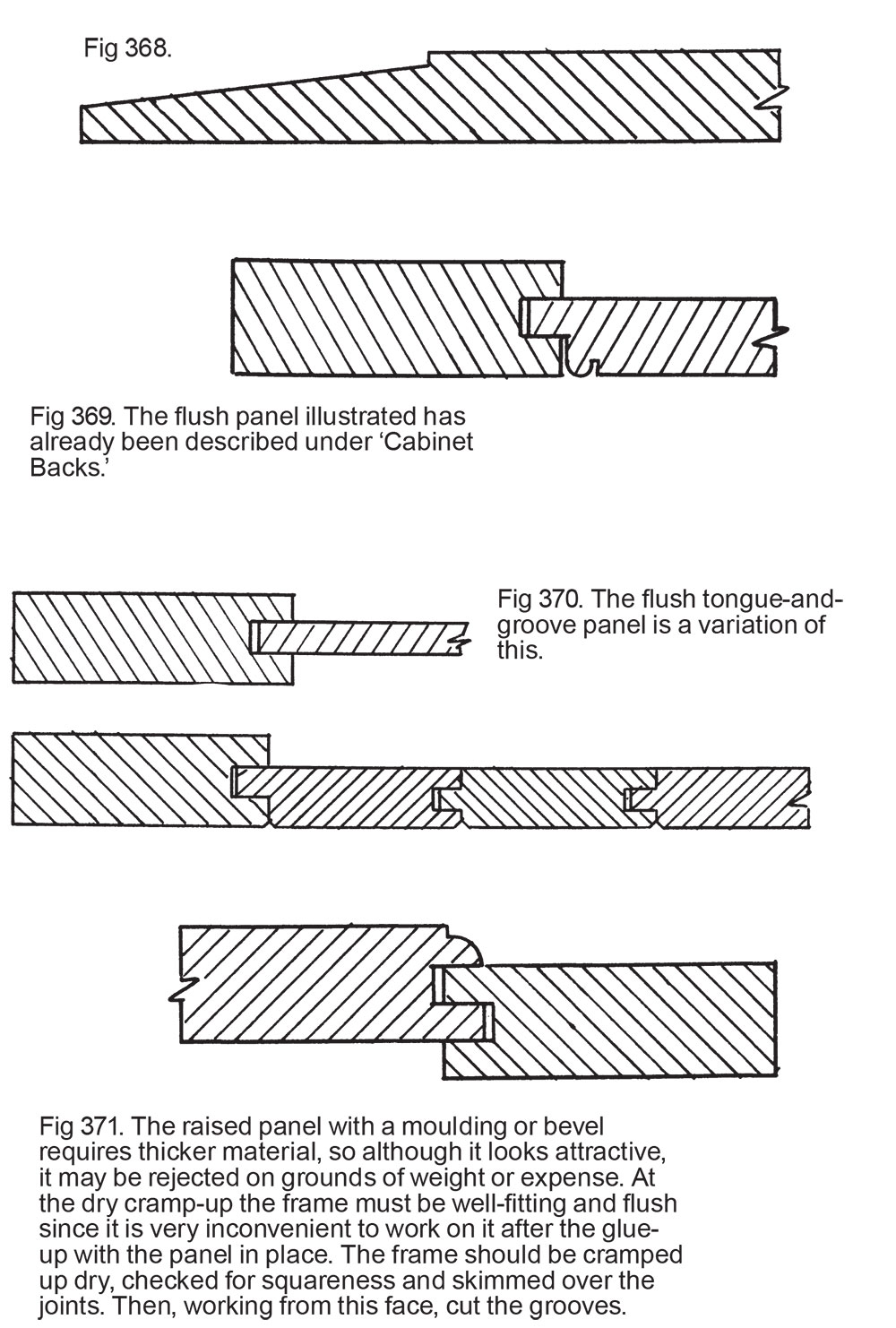
Good-quality handwork makes frequent use of the framed and panelled door (Fig 357), the inner edge of which is moulded or chamfered. The following illustrations show some of the possible combinations of frame and panel.
The accurate sawing of tenons (Fig 119) is a vital skill. They should be sawn with confidence and should fit from the saw. To saw clear of the lines, for safety, is not recommended since whittling an overthick tenon to size is both more difficult and less accurate than sawing correctly in the first place. A 250mm (10in.) tenon or backsaw is the most commonly used for this purpose. Frame saws are used in Europe and by some workers in the USA, but they have never been popular in Britain since the manufacture of good-quality backsaws, and beginners usually find them rather clumsy.
Fig. 105
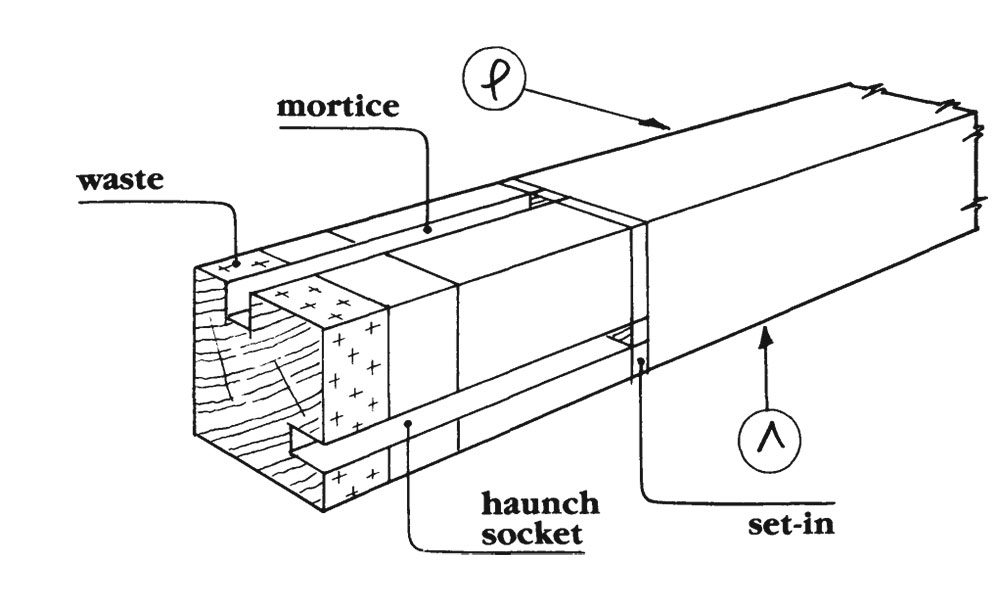
Before starting, check over the names of the parts on Fig 95 and shade in the waste. While there is little chance of throwing away the wrong piece, it is essential that the sawdust should be removed from the waste and not from the tenon. That is, the ‘kerf’ (the sawcut) should be in the waste and just up to the line. Beginners using the thick pencil aid in Fig 105 should saw away one pencil line and leave the other intact. The technique is not difficult if the following guidelines are followed: do not saw down two gauge lines at a time; do not saw to a line which is out of sight. (A modification to the saw is described in Appendix B.)
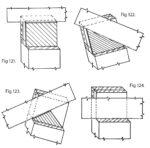
Start sawing always at the farther corner not the nearer one. Beginners may find it useful to chisel a triangular nick there to start the saw accurately (Fig 120). With the rail held vertically in the vice, start to saw at that far corner, slowly lowering the handle until a slot is cut about 3mm (1/8in.) deep (Fig 121). Now tilt the workpiece (Fig 122) and, keeping the saw in the slot, saw from corner to corner. Then turn the work round, or stand on the other side, and saw again from corner to corner, leaving an uncut triangle in the centre (Fig 123). Now grip the work vertically and, running down the two existing sawcuts, remove this last triangle, sawing down to the knife line, but no farther. Keep the saw horizontal (Fig 124).
Fig. 120
If there is a set-in or haunch, saw this next. Repeat these stages on all the other tenons (Fig 125). The haunch may be sawn right off now or later.
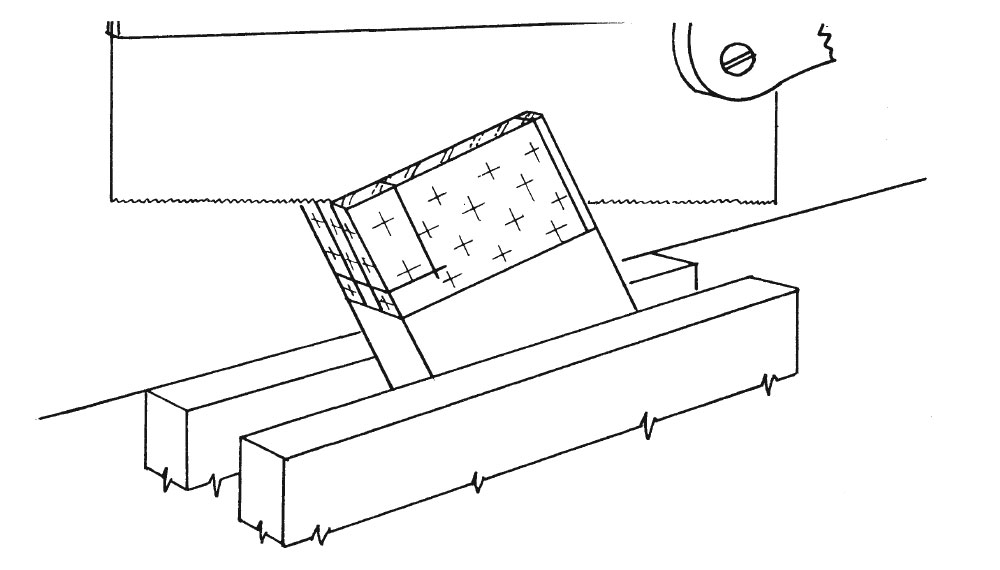
Sawing the shoulder is most important as this is the piece left exposed. Except on wide rails, which may be planed, the shoulder should go up from the saw. Cramp to the bench, deepen the knife cut and chisel a shallow groove (Fig 126). Lay a very sharp saw in the groove and draw it back a few times to make a kerf, then saw off the cheek. Take the greatest care not to saw into the tenon (Fig 127), which would then be severely weakened. Should the waste not fall off, the cheek has probably been sawn with an arc-like motion, leaving some waste in the centre (Fig 128). Do not saw the shoulder deeper. Prise off the waste with a chisel, then gently and carefully pare away the obstruction. Saw off the haunch if not sawn previously.
Fig. 129
Saw off the set-in with a little to spare, and trim this back to the knife line with a chisel only just wider than the tenon size. This avoids damage to the corner of the shoulder. Finally saw the mitre (Fig 129). The tenons should be lettered or numbered to identify them with their mortices.
Acclaimed craftsman and woodworking instructor Robert Wearing was formally trained at Loughborough College (now University) in Leicestershire, England. It was there, during the late 1940s, that a physical education teacher said a sentence that Wearing has embraced throughout his long and fulfilling career: “For teacher and pupil, a lesson should be an enjoyable, purposeful activity.”
For Wearing, his childhood lessons in the building of things came from his father, a sailor, and a model construction kit.
Both sides of Robert Wearing’s family came from the south of the United Kingdom’s Lake district. “After WWI my parents married there, but jobs for young officers were hard to find,” Wearing says. “So my father, like the rest of his family went to sea.”
Wearing’s father sailed in Atlantic liners, first to New York and then later to Rio de Janeiro, a six-week voyage. Between trips his father would spend two weeks restocking for the next voyage. The family moved into a house vacated by a family member in the port of Liverpool. This way, when Wearing’s father was on land, he could take the tram home each night to be with the family.
“He was not a craftsman,” Wearing says. “I would call him a useful handyman with tools bought in New York.” Wearing’s father enjoyed building models and mechanical devices with “Meccano,” a model construction system created in their hometown of Liverpool by Frank Hornby. Wearing’s father taught his son how to solder. And while at sea, Wearing’s father would compile lists of parts to convert. “I think I owe a great deal to Meccano, which taught me the basic principles of design,” Wearing says.
Also while at sea, Wearing says his father would design wireless sets, tracing the components on a board and then, once home, build up the circuits. “We had quite a number of sets before manufacturing set up,” Wearing says. “Early ones had headphones. I still remember the first horn-like speaker and its extension to various rooms, including my bedroom when I had a cold.”
Wearing attended a grammar school in Liverpool, learning a variety of subjects, including Latin, German and Spanish, but learned little about woodworking.
When not in school Wearing and his family spent holidays at Windermere in the Lakes. “We wandered the small fells nearby, developing the love of mountain walking,” he says. “When at home there was nothing exciting (to us) to do. I puttered in my little garden shed workshop and began my permanent interest in photography using a Vest Pocket Kodak and processing in the blacked-out bathroom, not popular in my family.”
Wearing, serving in WWII.
Wearing served in WWII and after the war, the British government offered a Further Education and Training grant to ex-service personnel, whose training had been interrupted by the war. “Mine had not been but an exception made in the case of teaching,” Wearing wrote in an essay we published here. “There was an acute shortage, since many teachers had been killed and young men were conscripted before they could go to college.”
Wearing visited his old headmaster to inquire about an occupation. “He brought out a copy of every report written, and after perusing these said, ‘You seemed to excel at woodwork. Have you thought of teaching that? It is pleasant work: no preparation, no marking. How little did he know,’” Wearing says.
Wearing’s headmaster summoned a young man who had recently applied for a similar job. Wearing says the man’s advice was short and succinct: “Go to Loughborough. Don’t even think of anywhere else. They will make a craftsman out of you.”
“I like to think they did,” Wearing says, who studied at Loughborough from 1947 to 1950. “This was a pivotal point in my life.”
Wearing wrote in a previous essay that the application to Loughborough required making a teapot stand, “a rather elaborately jointed mitered frame, holding a 6” x 6” ceramic title. I made this in a little garden shed workshop with what tools I had and little knowledge and went for the interview. It was accepted and I was in.”
Wearing’s dovetailed tool box.
Before arriving Wearing says he also had to make a dovetailed tool box — three boxes were fitted under each bench.
In those days Loughborough was mostly students studying engineering, and the rest were education — half woodworking and half physical education.
Wearing studied ancient and medieval history, English literature, education, handicraft and technical drawing. His first project from a supplied drawing was a small book rack made from agba, an African hardwood.
“It was a climate of excellent design and high-quality craftsmanship in the company of highly dedicated and motivated fellow students,” Wearing says. “But then we were not normal schoolboy entrants. We were older, some were married and some had children. We had seen the world and not the nicest parts.”
In the workshop, education was informal, and students were left alone to work on their approved drawings. There was a tutor available for consultation. “Each workshop also had a very competent cabinetmaker, who maintained the equipment,” Wearing wrote in his essay. “He was a mine of information and was always most helpful. That was Mr. Finch, who was always referred to as such. Nowadays he would be a technician of varying quality.”
Wearing’s next project was a small mahogany side table with a drawer. Because of timber rationing in the years surrounding the war, finding wood was difficult. But still, students needed wood. In addition to designing and building their own work, they had been tasked with building furniture, designed by renowned craftsman Edward Barnsley, for the college’s proposed library. So the students went to auction sales. A large Cuban mahogany dining table with extending leaves and massive rails proved quite useful. The legs were cut up for turnings. And the table became a paneled bookcase with sliding glass doors. The bottom of railway wagons, destroyed by bombings and deeply embedded with coal and dust, became a source of oak.
“When I took some pieces to the college sawmill, I was rudely sent away to first plane off the top charred ¼”, by hand,” Wearing wrote in his essay. “The boss later relented and agreed to saw and thickness them as the last job before the saw and blades were sharpened. In fact, it proved to be quite nice material, out of which I made several nice pieces in the garage of my hall of residence including a small circular table, which I still have. Also, a small wall hanging bureau.”
All of Wearing’s tutors were former Loughborough students, except for Cecil Gough who was the former foreman of Gordon Russell of Broadway, Gloucestershire. A man by the last name of Ockenden was the head of the department. He trained at Shoreditch College, which Wearing says rivaled Loughborough in terms of excellence. Barnsley gave several lectures and advised students on their individual designs.
Wearing says all the physical education students studied craftsmanship at a lower level and the crafts students studied some physical education. “We were all ex-service men from WWII and so was our physical education tutor who knew full well that we all thought that we had already done enough physical education for a lifetime,” Wearing says. “His slogan, which I have endeavored to follow was, ‘For teacher and pupil, a lesson should be an enjoyable, purposeful activity.’” Another slogan from this teacher? Coach, Correct, Encourage, Praise. “This works for all subjects,” Wearing says. “Although we were craft students, we enjoyed his periods.”
Wearing writes in his essay that there were few machines in the workshops, although they did have a band saw and lathe. He often wished for a circular saw. Wearing’s final project was an oak sideboard, planed by hand from 1” to ¾”.
Years later Wearing visited his son, David, at school. As he entered the school’s workshop Wearing said, “There has been a Lobro (Loughborough) man here.” His son confirmed this. “Though the man had gone, the atmosphere remained. But for how long?” Wearing says. “I wonder.”
After graduation Wearing taught at an independent school. “There was no local authority telling me what to do and what was forbidden,” he says. “I would have resented this by a person who knew less than I did and was a nonperformer.”
Long before computers were common, Wearing set up a press using a 19th-century treadle machine and moveable type. “I had a lot to learn here,” he says. “We printed programs, fixture cards and internal school stationary with some invention.”
Wearing also began teaching individual students at woodturning. “A Chinese girl excelled at this and sent home to her father a pivoting dressing table mirror in English oak with sycamore inlay stringing,” he says. “It arrived intact at Kuda Lampung in Indonesia. He wrote to the headmaster for confirmation that this was made by his daughter, not her teacher. His letter was passed on to me. I was able to confirm and sent a color photograph of her at work on the mirror.”
While teaching Wearing says he made few pieces for clients, who, he says, generally wanted bespoke furniture for factory-made prices.
Wearing excelled as a teacher, and a writer. There’s an ease to which he describes the craft, in words both spoken and written. “Writing is not difficult if you know your stuff and have the opportunity to see your pupils or readers at work,” he says. “My education in English as a boy and as a student was good.”
As for the art of teaching? “The key is conversation,” Wearing says. “Did you ever have a conversation with, say, your math teacher? Children are not good at talking to strange adults, generally because they have nothing to say.” In the workshop, though, Wearing says talking is key. “This is an unnoticed service which the workshop supplies training in conversation skills.”
Wearing found his life purpose after WWII, when his old headmaster suggested teaching craftsmanship. And it’s a vocation he’s enjoyed for more than 50 years. “You must really know your stuff and have a job on the go,” Wearing says. “A head of department told me he never made anything and had no tools but used school tools. Can you imagine a violin teacher who never played for his pleasure and had no violin, but used a school instrument? Or a physical education teacher who had no football boots and could not swim?”
Wearing spent his career not only teaching but also writing about the craft, in magazine articles and books. After owning several cameras, he decided to build one specifically for the technical subjects he was writing about. “This produced 3-1/2” x 2-1/2” color transparencies of good quality,” he says. “Editors liked them so much that they increased my fee. Then disaster struck — digital. Everything had to be digital and I couldn’t make a digital camera.”
In 1988 Wearing published “The Essential Woodworker” with Batsford. For Christopher Schwarz, this book, which he bought on a whim for about $5 in the 1990s, was deeply influential in his study of the craft. “I read the entire book in one siting (it took only a couple hours), but in that short period of time, Wearing assembled all the random puzzle pieces I had collected for years about handwork,” Schwarz wrote in 2010. “He filled in all the missing details about dozens of basic processes, from laying out door joinery to truing up the legs on a table.”
Although it took several years, Schwarz and John Hoffman reprinted the out-of-print book in 2010, and consider it still one of the best books on hand-tool usage written in the post-Charles Hayward era today.
Wearing’s conversation with me was via mail, in handwritten form. He ends his letter with an anecdote:
“I was working one evening when two boys passed the workshop; (it was a boarding school). They saw the lights on and came in. They asked, ‘What are you doing?’ ‘I am going to glue up a drawer.’ ‘Can we watch?’ ‘No.’ Their faces fell. ‘But you can help.’ They found and adjusted the cramps, made and fitted the cramping blocks, tested the diagonals and tested for twist, applied the glue and cramped up. Then we left. Next day they came in and asked, ‘How did it go?’ ‘Have a look it’s under the dust sheet over there.’ They tried the drawer, pushed it in and out, tried it upside down, saying ‘That’s fabulous.’ I said ‘No, that is how it should be and you can do the same if you take care and follow my instructions.’”
For teacher and pupil, a lesson should be an enjoyable, purposeful activity.
 Robert Wearing’s “The Solution at Hand: Jigs & Fixtures to Make Benchwork Easier” has been printed and is en route to our warehouse in Indiana. As soon as it arrives, we will discontinue the special pre-publication offer where you receive a free PDF of the book when you purchase the hardback.
Robert Wearing’s “The Solution at Hand: Jigs & Fixtures to Make Benchwork Easier” has been printed and is en route to our warehouse in Indiana. As soon as it arrives, we will discontinue the special pre-publication offer where you receive a free PDF of the book when you purchase the hardback.