Jack planes are the most-used tool in my hands. Hands down, hands forward and hands back. I’m on my third jack plane iron since 1996. I’ve never even come close to wearing out a plane iron for a smoothing or jointer plane.
(I have eaten through some block plane blades, though I blame that on carpentry jobs and nails.)
When students ask for my recommendations for a jack plane, my first recommendation is a vintage Stanley No. 5. I have an old Type 11 from around the turn of the last century. Rosewood knob and tote. Beautiful lightweight casting. Just perfect.
But a lot of students are unwilling to take my advice. They have good reasons.
They don’t have the skill or time to fix up an old plane.
They are afraid that a vintage plane bought through the mail will be a POS.
They don’t know enough to buy a vintage plane.
They just want a tool that works without any fettling. Sharpen and go.
So here’s what I tell them: Get the Lie-Nielsen No. 62. What is sometimes called a low-angle jack or bevel-up jack. Here is my reasoning.
A jack plane should be fairly lightweight and simple to use. The Lie-Nielsen No. 62 fits that bill. It doesn’t have a frog, chipbreaker or lateral-adjustment lever. This keeps down its weight, its complexity and its price.
So what are we talking about when we discuss the weight of jack planes? Here are the ones we have in our shop, from lightest to heaviest.
Wooden jack plane: 4 lbs. 1 oz. Stanley No. 5: 4 lbs. 6 oz. Lie-Nielsen No. 62: 4 lbs. 10 oz. Veritas No. 5: 5 lbs. 4 oz. Lie-Nielsen No. 5: 5 lbs. 8 oz.
In use the wooden jack, the Stanley and the No. 62 all feel about the same. Once the tool tops 5 lbs., I notice the increased weight.
I know some experienced woodworkers don’t like the low-angle/bevel-up planes. But I have found that beginners really take to them. Likely because they are simple to set up. (There are other makers of the No. 62-style plane, including Veritas, Wood River and a variety of offshore white-label brands. I’ve used the Veritas and can recommend its quality, but it is heavy. The other brands I don’t have any experience with. Avoid the modern Stanley No. 62. I have yet to use one that didn’t have a fatal error in its bed machining.)
So why not a wooden jack? I love wooden jacks, and there are some great makers of new jacks out there. It’s difficult to recommend a vintage wooden jack for a greenhorn woodworker because the tool might need a lot of work. Heck, it might need something only a fire can offer.
So my recommendation is based on my desire to get a student going with the minimum amount of fussing with them before class, at lunch and at night.
And when three students show up with this plane, I know I have offended the woodworking gods somehow and must make a sacrifice to appease them.
— Christopher Schwarz
P.S. Scrub planes are too short for the jointing operations I ask of a jack, and its iron has too much curve for my taste. I’m sure that if I started in the craft with a scrub I would love it. But I didn’t. And so I don’t.
Rounding over the long edges of the sole is important.
Sure, we all know to keep our handplanes sharp, clean and lubed. But when was the last time you did maintenance on the tool’s mouth and the edges of its sole?
These areas are fragile and take a heap of abuse. Yet little is written about how to regularly maintain them.
Let’s start with the mouth of the tool. The area of the sole right in front of the mouth gets worn away from use. Not decades of use. Usually just a few months of heavy use will cause noticeable wear.
Why do we care? If the sole in front of the mouth isn’t pressing down the wood fibers, then the cut will happen ahead of the tool’s cutting edge. And that’s tear-out.
If the wear is shallow, you can remove it by rubbing the sole on some #220-grit sandpaper affixed to a flat floor tile. (If the wear is deep, you will need to file the front of the mouth, which I will cover in a future entry).
You can see I have a lot of work to do on the sole in front of the mouth.
To flatten the sole, paint some red marker on the sole surrounding the mouth. Then rub the sole on the sandpaper until all the color is gone. I usually dress my plane sole every six months, and the dressing can require 5-10 minutes of work.
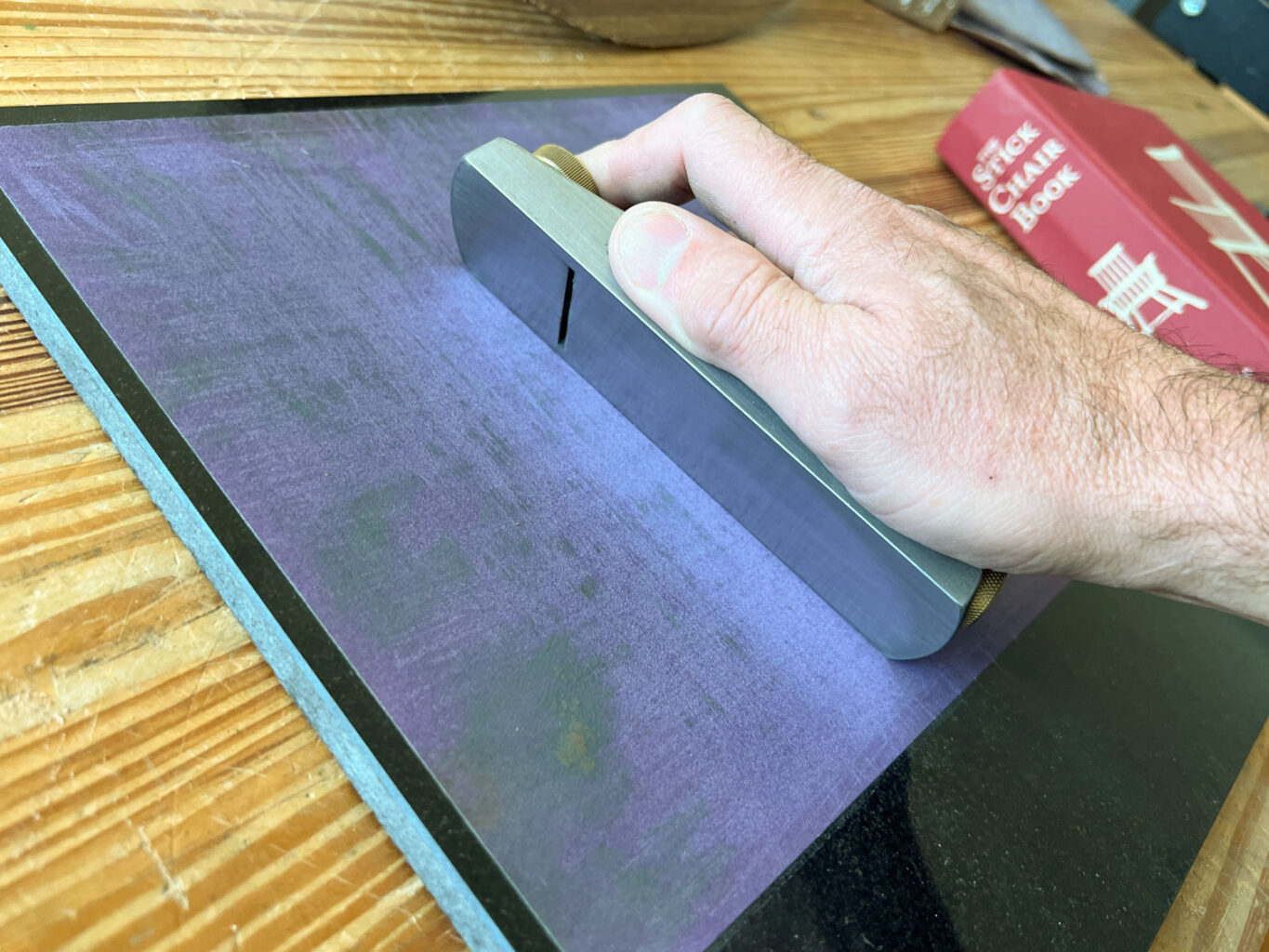
Once the sole is done, you should bevel the edges of the sole – with sandpaper or a file. Why? The edges of the sole are fragile when they are a sharp corner. They are stronger when they are rounded over. So if your tool has a sole with rounded edges it is much less likely to develop a burr when the plane collides with a fellow tool or a knot. These burrs look like plane tracks on the work and frustrate beginners.
To round over the edges, I tilt the plane 45° and round over the plane’s long edges on the sandpaper (see the photo at the beginning of this entry). Then I file the front and rear of the sole with a fine needle file – these areas of the sole take the most damage – to create a bevel. Then I round over that bevel with some fine sandpaper.
File the front edge of the plane.
Then round things over with sandpaper.
These small efforts make a huge difference. Your plane will produce less tear-out. And it is much more likely to leave a flawless surface behind.
Larry Williams of Old Street Tool has a lot of good jokes about people with “Infill Disease.” This expensive malady plagues woodworkers who become smitten with these curious tools – infill handplanes – and spread the contagion by claiming that they outperform all other tools.
Larry, who recovered from Infill Disease many years ago, now makes beautiful wooden-bodied planes in an Arkansas workshop with Don McConnell. Their wooden handplanes put to rest any notion that wooden-bodied planes are anything but world-class.
Like Larry, I struggled with Infill Disease early in my woodworking career. I was deeply curious about the performance claims that got thrown around about these tools (“They don’t cause tear-out – no matter the grain direction!”). Plus, the tools just looked so damn different from the metallic and wooden-bodied planes I grew up around.
After years of using infills side-by-side with other planes, I concluded that a handplane’s performance is 99.9 percent in the hands of the user. After that, I sold or traded away most of my infill planes to help send my kids to college and improve my workshop (hello, windows!). But I still have a handful of these tools in my shop. Why? Because each one is a story, a relationship or a history that I can hold in my hands.
Wayne Anderson Infill Miter
1-3/4” blade; 2”-wide x 8-5/8”-long body
This was my first infill plane – I bought it in 2004 back when Wayne charged $100 per inch of the finished tool – and I know it as well as my wife’s hands. It also had the craziest journey of any object I’ve owned. You can read the whole tale here. But the short version of the story begins when it was stolen at a woodworking show outside Philadelphia.
Ten years later, the tool resurfaced and was sold privately. It had been caught in a hurricane and became a rusted barnacle of its former self. After some horse trading, I got the plane back. My original goal was to restore the plane to its former perfection. Then I had a change of heart.
I’m not one to hide scars. I have a gash on my left hand that could be easily concealed, but I leave it as a reminder about the wrong way to push a knife. So I decided to fix the miter plane to work the way it used to, but I let the cosmetic flaws remain. Raney Nelson at Daed Toolworks did me a huge favor by refiling the plane’s ebony bed; I took care of the rest of the exterior.
Even with its flaws, I love this tool. I pick it up and remember meeting Wayne for the first time at a farm in Illinois and falling in love with his aesthetic. Every Wayne plane is different – I’ve never seen two that are identical. That idea, which was foreign to me at the time, continues to resonate with my stick chairs: No two are alike.
Daed Toolworks Infill Miter
1-1/2” blade; 1-15/16”-wide x 7-1/2”-long body
When Raney Nelson started selling infill planes (many years after he began making them), I was one of the first people in line to buy one at Woodworking in America. We have similar aesthetics tool-wise (and music-wise). So the steel miter plane with boxwood infills spoke directly to me.
The mouth on the plane is as tight as any I’ve encountered. Of all the infill planes I’ve owned, it comes as close to fulfilling the “superplane” myth that gets thrown around. It remains a fantastic tool that is easy to set and use. Plus, Raney is a good friend, so I always smile when I get to use it. Corny, but true.
Robert ‘Bob’ Baker Infill Miter
1-1/2” blade; 1-13/16”-wide x 7”-long body
This plane, made in 1983, was a pioneer. It was featured in an early issue of Fine Woodworking magazine, and Baker was one of the early American makers of infills.
Bob and I met only once, in 2006, but I was immediately charmed and drawn to him (like others were). And we kept in touch after that meeting, exchanging jokes and emails about tools until he died before his time in 2010.
But that’s not why I own the first infill plane he made.
Tool collector Carl Bilderback had purchased the miter because of its provenance and beauty. And he used it in his shop in LaPorte, Indiana. Carl and I met about 1999 or 2000 when he called to complain about something I had written in Popular Woodworking about Norris-style depth adjusters. After that day, we became good friends and hung out at tool meets and woodworking events for many years. (You might remember Carl singing the National Anthem at the first Handworks event in Amana, Iowa.)
As Carl was losing his battle with cancer, he asked Megan Fitzpatrick and me to visit him in LaPorte for lunch. There, he presented us each with a Bob Baker plane and said there was only one string attached to the gift: I had to use the tool. So now when I pick this tool up I think about two wonderful people I have lost.
If you think this story is getting sadder, don’t worry. It gets worse.
Bristol Design Thumb Plane
1-1/4” blade; 1-1/2”-wide x 5”-long body
While teaching at David Savage’s school in Devon, England, he gave me this small plane as a gift for coming all the way from America. It was a prototype tool made by Bristol Design. David said it was the only plane that worked better than his Lie-Nielsen block plane, and it was one of his favorites.
It was a special gift because David had become a father figure to me. The man was incredibly encouraging about my work – more so than any other person I’ve met. And his encouragement and attention came at a time in my life when I needed it badly. The relationship was, at first, bewildering to me because his woodwork is simply on a different level than most people (and certainly mine).
Aside from that, David was also a bombastic writer, self-deprecating, generous, a snappy dresser and all-in-all a lovely person to spend time with.
I don’t connect with many people, and I’m always circumspect around others. But within a few weeks of meeting David I was telling him things I had told only my wife in the dark.
When David died of cancer in 2019, it was almost one year after I’d lost my father to cancer. I felt the loss of both men acutely, and I don’t think I have yet to recover.
The good news was that we managed to publish David’s book, “The Intelligent Hand,” before his death. It’s a book that Megan and I are quite proud of. David’s furniture and mine look nothing alike on the surface – his is insanely perfect. But the book, his design process and his way of looking at the world are forever stamped on my brain.
Whenever I want to remember that relationship, I have only to reach for this plane. The tool might not be a so-called superplane. It’s just a couple castings, two pieces of wood, a screw and two thin slabs of steel. But like any plane, it’s what the user brings to the tool that makes all the difference.
What do you get for the woman who already owns all the blue fleeces on the planet?
I’m talking, of course, about Megan Fitzpatrick, who celebrated a birthday on Aug. 7. After much thought, I decided to get her something that would indirectly benefit me. You see, Megan is constantly borrowing my beloved old Stanley No. 5, which I have owned since I started woodworking.
I don’t mind her borrowing it, except when I need to use it. My No. 5 is – far and away – the handplane I use the most. I bought it before I knew a lot about handplanes from a stoner at an open-air market. And it was the best $12 I ever spent.
It’s a Type 11 Stanley plane, which means it was likely made between 1910 and 1918. Stanley made tons of these planes – they aren’t rare. But they are spectacular. Rosewood knob and tote. A frog with lots of bearing surface. And – in general – superb fit and finish.
So I decided to get Megan a Type 11 just like mine, and I pieced one together from a good basic plane and some donor parts. But I decided that wasn’t enough. Megan works hard every day to keep me sane at work.
The sidewalls of my No. 5 plane are engraved with the logo for “The Anarchist’s Tool Chest,” which Catharine Kennedy engraved for me about 11 years ago (she is now retired from engraving). For Megan’s plane, I decided to ask Jenny Bower, who both Megan and I admire greatly.
Jenny agreed (yay!), but she was concerned because she hadn’t engraved the particular metals used in the old Stanleys. What if the lever cap didn’t engrave well? She was concerned she might ruin a valuable and old plane.
Then I told her I’d get another lever cap for $10. And I explained how the tool itself – while spectacular – isn’t rare at all. What was going to make the plane special was the engraving.
We received the finished plane this week, and it is better than photos can convey. Jenny is a hand-engraver, and the results are incredibly three-dimensional. If you ever have thought about getting a tool engraved, I recommend her highly. Check out her Instagram feed to see the sort of work she does (and the fun costumes she makes, too).
During the last 11 years, a lot of people have asked questions about my engraved plane. (My favorite: “Isn’t it amazing that you found an old plane that had already been engraved with the logo from your book?”) The most common question people have is: “Why did you get the plane engraved?”
Usually I make a joke at first: “Now it’s a tax write-off.” But the serious answer goes something like this: “My tools are my ticket to work for myself, outside of the corporate world. They mean the world to me. Engraving a common but incredibly useful tool forces people to regard it differently. When I’m gone, I hope a future owner will pick it up at a flea market and understand just how much this common-as-dirt No. 5 meant to its owner.”
Oh, and if you want to read more about Jenny’s journey as an engraver, woodworker and person, check out this Little Acorns profile Nancy Hiller wrote about her.
When I fixed up my first jack plane in the 1990s, I took the advice of every decent person around me: I replaced its old iron with a new Hock blade.
The replacement blade cost almost three times what I paid for the plane, but I didn’t think I had a choice. That’s just what I was told to do.
The Hock blade worked brilliantly, and it’s still at work in a jack plane in Florida. But now I know a little better. Replacement irons and chipbreakers are best for planes that are regularly pushed to the absolute limits of their performance – mostly smoothing planes and block planes.
The jack plane, on the other hand, works just fine with a stock blade – as long as the blade hasn’t been abused too badly by rust or softened by aggressive grinding. Stanley Works (and its competitors) knew how to make good steel. So an old iron that hasn’t been mistreated will take a fine edge and keep it for a good long while.
Even if you do intend to replace the blade in your jack plane to help support modern toolmakers (and I salute you), I encourage you to practice the grinding and lapping steps on your old iron. You’ll learn a lot, you won’t trash your new blade and you’ll have a backup blade for a rainy day.
Dressing the Flat Back Based on the archaeological evidence, most of our ancestors didn’t care much about flattening and polishing the flat back of the blade. Many old tools show little or no attention to the back of the blade.
Despite this strong evidence, I still flatten the back. But I don’t go nuts. For the most part, I am trying to get rid of the grime, surface corrosion and small rust pits that are common on garage-dwelling planes.
I do this operation with the same setup I use to dress the sole of my planes: a 36” section of granite threshold with some #80-grit belt sander paper stuck to it. Dress the back of the blade until you see clean metal up at the cutting edge. Keep the blade flat against the paper (attaching a magnetic base to the iron is a good idea) and clean the metal filings off the paper after every 30 seconds of work.
This process shouldn’t take long. The goal is to get the blade clean enough and flat enough so that you can polish a small back bevel on the flat face (for this I will use David Charlesworth’s “Ruler Trick” and will cover the technique later in this entry).
After you clean the back with #80 grit, repeat the process with #100, #120 or whatever you have. Just try to make it flat, clean and a little more polished than it was during your earlier steps. I usually end this work on a coarse diamond plate. Some people end it on a #1,000 waterstone. It’s your call.
Shape the Bevel The cutting edge of a jack plane should be curved across its width. This is a historical approach that goes back to the very first English-language writing on woodworking in the 17th century. And it’s an approach that holds up today.
How much curve? Of course, it depends. I like a curve that is somewhere between an 8” and 10” radius. The 8” radius is more aggressive, but can be tricky to sharpen in some honing guides (if you use a honing guide as I do).
The 10” radius is easy to do and works with most honing guides. If you want to play it safe, use 10”. If you want to take a small gamble (which is easily undone) then use 8”. Either way, take a scrap of plywood or scrap wood and rip it to 2”, which is the typical width of a jack plane’s blade.
Use your compass to strike an 8” or 10” arc across the end of the wooden bit. Saw, rasp, sand or otherwise shape the end to that line. Then use your template to mark the arc on the end of your plane iron. Use a fine fine fine Sharpie to make this mark. And make it as close as you can to the tip of the iron. Now it’s time to grind it.
Grind the Bevel Grinding is not hard. The idea of grinding is what’s hard. Get a grinder – fast speed, slow speed, hand-cranked, whatever (I have a fast electric one). Put a coarse wheel on it, like an #80 wheel. I use Norton 3X wheels because they seem to cut cool and fast. But I’ve worked on wheels of all colors. Coarse wheels that are friable (meaning they break down easily) are way better than dense wheels that don’t break down.
You can do a lot of research on grinding wheels. Or you can skip all that and just work with what came on your grinder and adjust from there. One important detail, however, is to dress the wheel so it has a slight convex camber. This camber makes it easy to maneuver the tool you are grinding.
So here’s what actually is important: the tool rest. Not the type of tool rest – whatever you got is fine – but how it’s set. Set it so it’s 90° to the grinding wheel. Yup, the goal is to grind the tip of your blade at 90°. Grinding the blade this way gets the curve to shape quickly, doesn’t heat up the blade much and gives you some flats at the tip of your blade to gauge your progress when grinding the bevel.
So grind the tip of the blade flat at 90° and down to your Sharpie line. The blade shouldn’t heat up much during this operation. But let’s talk about heat and steel.
Keep it Cool When I grind steel, I pause after 5-10 seconds of hard grinding and check the temperature of the blade by pinching it with my fingers. If my fingers involuntarily recoil, the blade needs to be cooled before grinding it more. Dunk it in a cup of water until it cools. Note: This is not quenching (quenching is something else). This simply cools the blade.
If, however, you can grasp the tip of the work and continue on, then continue on. (Side note: If you do overheat the blade and it turns a little blue, it’s not the end of the world. Try using the blade anyway and see if you even notice that the edge degrades too quickly. Grinding away that blued area is usually an invitation to make the problem worse.)
When you get to your Sharpie line, pause to examine the flats on the tip of the blade. They should be the same on either side of the apex of the blade. Fix them if they aren’t equal – tiny equal flats is the first goal.
Grind the Bevel Set the tool rest so it grinds at 25°. There are lots of gizmos that will do this. I use a popsicle stick with 25° cut on the end. When I grind the bevel on a jack plane, my first goal is to create a smooth 25° arc on the bevel that acts like a path I can then follow to complete the grinding.
I create this “path” by first touching the center of the iron to the wheel lightly. Then I move the iron right while increasing the pressure against the wheel. I repeat this operation while moving the iron left. I do this a couple times and look at the results. When the arc across the bevel looks even, I can work on removing lots of metal.
This is the part that is “the grind.” It can take a bit of time depending on how messed up the iron is.
During this operation, the motion is like the windshield wipers in your car. Touch the iron lightly to the wheel and shift it left and right – adding some forward pressure at the corners. Do this a couple times and pause to check the temperature of the iron and to see if the tiny flats at the corners are disappearing at the same rate.
If they are, congrats. Carry on. If not, you’ll need to add more pressure on the corner that needs to play catch-up.
Cool the iron in the water when it gets too hot.
When the flats become tiny – about the width of a hair – you are ready to hone the iron. Try not to remove the flats on the grinder if you can. After the flats are gone, the tip of the iron will heat up rapidly.
Honing Hone the iron using the same media you use for your chisels and plane irons. I use a honing guide, which makes the process a snap. Secure the iron in the jaws of the guide and set it for 30° or 35°. I use 35°. This is where you might encounter problems with an 8” radius. On some guides you won’t be able to hone the corners of the iron because the body of the honing guide will hit the stone, denying you access to the corners of the blade. Switch to a 10” radius or sharpen the iron freehand.
Start on your coarse-grit stone (I use a #1,000-grit waterstone). Rock the iron left and right as you roll up and down the stone. Proceed until the flats are gone and you have created a burr on the backside of the iron. Then proceed up the polishing grits (I use #5,000 and then #8,000) to finish the bevel.
Remove the burr and polish the backside of the iron. I prop up the iron on a thin steel ruler (thanks David Charlesworth) so I only have to polish a tiny bit of metal at the tip. The first time you do this on an iron, it might take a minute or so, but that beats the heck out of the hours it would take if you had to polish the entire backside.
The Chipbreaker (aka Cap Iron) Luckily the chipbreaker isn’t as critical to a jack plane as it is to a smoothing plane. It’s primary job in a jack plane is to attach the iron to the blade-adjustment mechanism in the frog. Plus, the hump of the chipbreaker helps deflect shavings up and out.
Still, you need to make sure that you don’t create a “shavings trap.” That happens when there’s a gap between the iron and breaker that is big enough for shavings to get into. Stone or file the underside of the breaker until you get a good light-tight fit between the breaker and iron.
One of the most common problems with old breakers is that they have flattened out a bit during the last 100 years and you need to restore their “spring.” To do this, clamp one-third of one end of the breaker in a vise and press gently but firmly against the un-clamped portion. You only need a tiny tiny bit of bend to fix the problem. It’s easy to over-do it. It’s also easy to undo it.
If you can’t get the breaker working no matter what you do, consider buying an aftermarket one from Hock Tools or Lee Valley. That will fix your wagon.
Now you can assemble the whole plane and make some shavings. Attach the chipbreaker so it is behind the curve of the iron, but don’t position it too far back – that can give you troubles. You can make it so that you cannot retract the iron into the mouth of the tool. Tighten the breaker snugly. Check the frog screws again to make sure they aren’t loose (I’ve done this).
And assemble the plane. Yay.
In the next entry, I’ll show you how to make a board flat with a jack plane.