
The following is excerpted from “Volume II: The Woodworker: The Charles H. Hayward Years: Techniques.” As editor of The Woodworker magazine from 1939 to 1967, Hayward oversaw the transformation of the craft from one that was almost entirely hand-tool based to a time where machines were common, inexpensive and had displaced the handplanes, chisels and backsaws of Hayward’s training and youth.
This massive project – five volumes in all – seeks to reprint a small part of the information Hayward published in The Woodworker during his time as editor in chief. This is information that hasn’t been seen or read in decades. No matter where you are in the craft, from a complete novice to a professional, you will find information here you cannot get anywhere else.
– Fitz
A kerf is a cut made by a saw, and a number of kerfs cut in a piece of wood will enable it to be bent to shape without steaming. This process is known as kerfing and can usefully be employed in all types of construction.
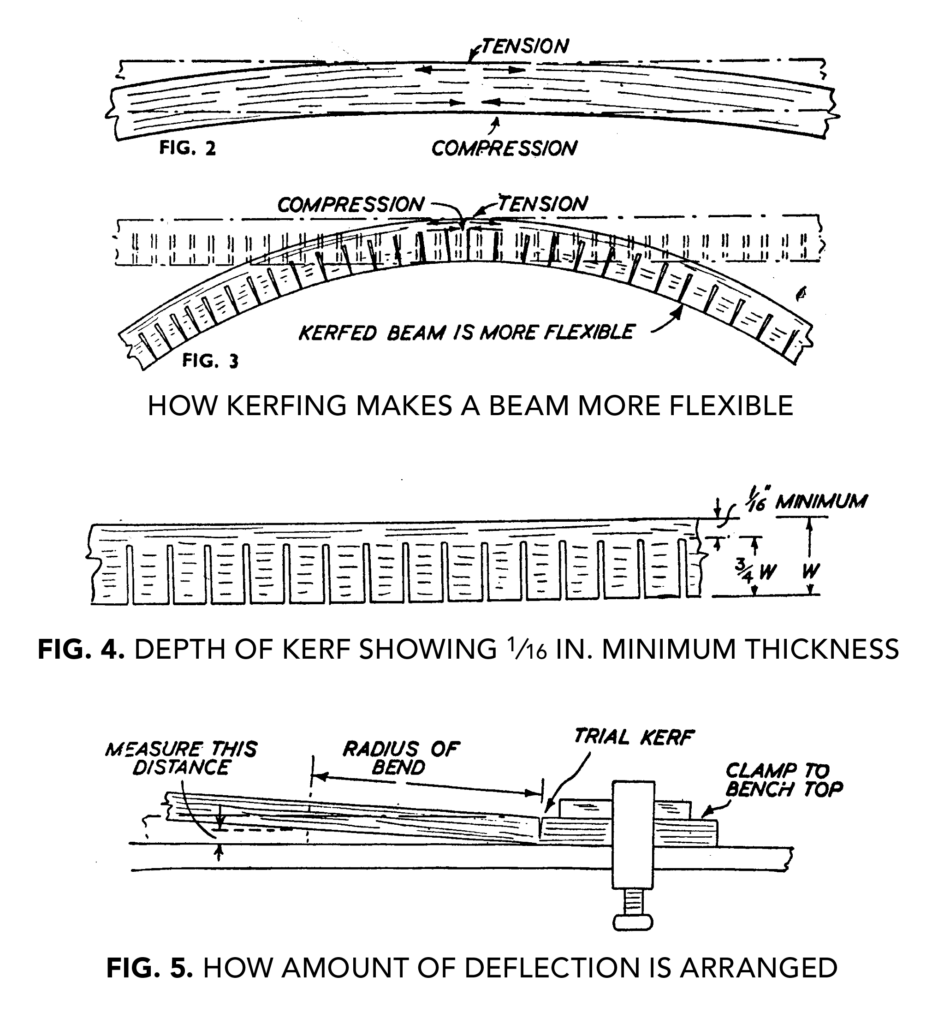
The principle of kerfing is simple. A number of slots cut part way through a section of wood, as in Fig. 1, reduces the resistance of the whole to bending. When a solid beam is bent the inner fibres are subjected to compression and the outer fibres to tension (Fig. 2). In the case of a solid beam this limits the amount of deflection possible without failure of the section, unless the fibre stresses are relieved, such as by steaming. In the case of a kerfed beam, however, these stresses are diminished and the beam will deflect fairly readily until the individual kerfs are closed up as in Fig. 3. Obviously the extent of the bending possible will depend on both the depth and spacing of the kerfs, and also on the material itself, which is still subjected to compressive and tensile stresses, although to a lesser degree.
Kerf Width and Spacing. Broadly speaking, kerf spacing and the width of individual kerfs is more important than the depth of the kerfs. The greater the depth the more readily will the material bend, up to the limit where the kerfs close. At the same time, however, excessive depth of kerfing will weaken the completed work.
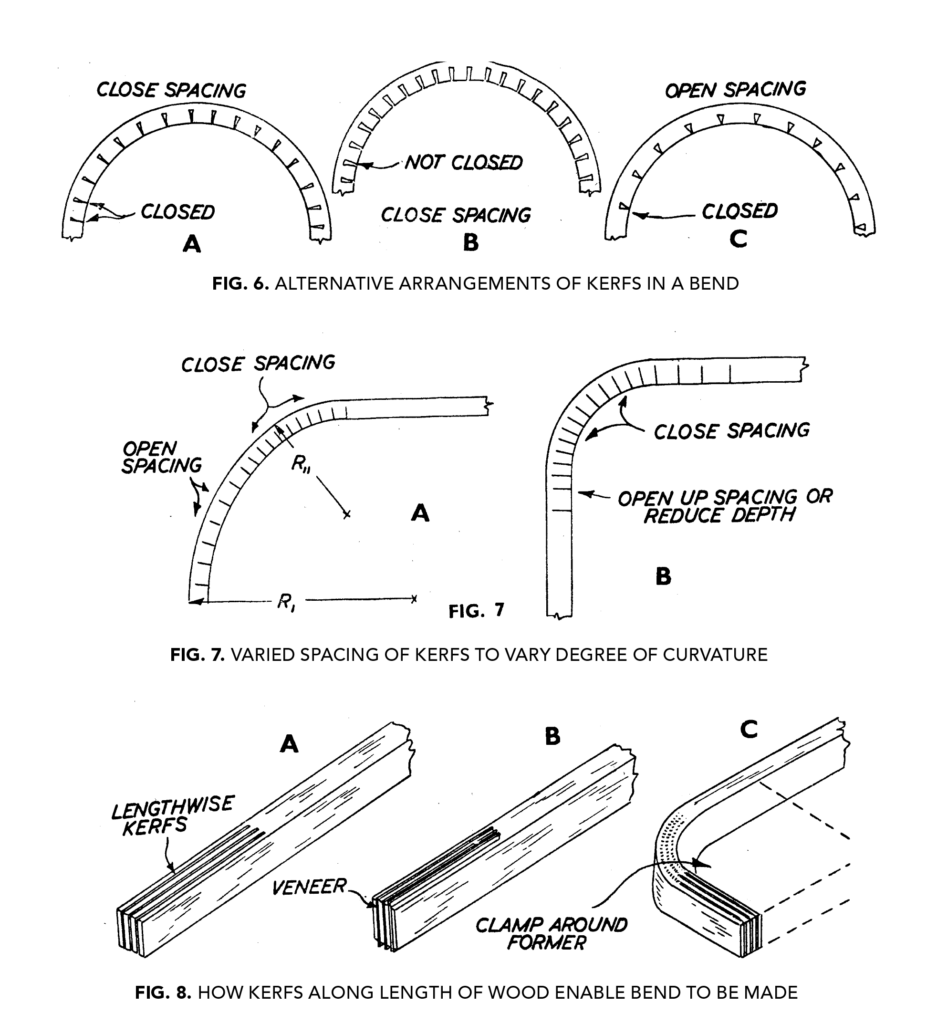
Taking a semi-circular bend as typical (Fig. 6) there are three possible arrangements. (A) employs a large number of closely spaced kerfs of fine width. These close up completely with the bend and provide a smooth finish on both sides of the bend. (B) also employs a large number of closely spaced kerfs, but of slightly greater thickness. Bending is somewhat easier and there is less risk of the wood splitting, but the kerfs do not close completely and, if the inside of the bend is to be visible, the surface will require facing. Both of these methods, it will be noted, employ deep kerfs and thus the over-all strength is not high. (A) is stronger than (B).
(C) shows even wider kerfs spaced farther apart. This is a more difficult bend to make, but has the advantage of greater strength. The outside curve, however, will not be smooth and will require sanding down. Partly to allow for this the depth of the kerfs is reduced.
In both (A) and (C) where the kerfs are closed on completing the bend there is an additional advantage in that glue may be run into the cuts before bending. When this has set the curved form will be capable of holding its own shape.
In considering the design of a part to be kerf-bent, the three main factors are the radius of the bend, the actual widths of the kerfs and the spacing of the cuts. The depth of the cuts can be considered as an independent variable which can be adjusted to give the degree of flexibility required. Normally a minimum value of at least three-quarters of the thickness of the material is chosen, provided the thickness of uncut wood is not reduced below 1∕16 in. minimum (Fig. 4). Kerfing, therefore, is only logically applicable to wood thicknesses of from 1∕4 in. upwards. Best thickness for good results appears to range between 5∕8 and 1 in.
A simple test bend on a spare length of material can be used to determine kerf spacing. Make a single saw-cut in the wood and from this mark off the radius of bend required. Lift the material up as shown in Fig. 5 and measure the amount of deflection that can be achieved before the kerf closes or the wood shows signs of fracture near the kerf. This distance will give you the spacing required for the kerfs for that particular radius of bend in that material.
Limits of Bend. It is important to note which limits the amount of bend—the kerf closing or the wood splitting. If the latter, another test bend should be made with a deeper kerf to give greater flexibility. If the former, it is possible that a wider kerf can be used and greater deflection obtained, so that the kerfs may be spaced out more widely. This will depend to a large extent on which of the three original types of bends is required (Fig. 6). If the kerfs are not too close on the final work then this fact must be allowed for on the test bend, when naturally the required spacing will be closer.
Tables can, and have, been prepared giving data on kerf widths and spacings for different radii of bends, but these as a general rule have their limitations. Each thickness of wood demands a separate table and practical variations may also be introduced by the mechanical properties of the wood itself. Hence the test bend method is generally preferable.
Uniformity. In cutting the kerfs, great care is necessary to ensure uniformity. Width is controlled by the thickness of the saw blade, or rather, its set, but correct and uniform depth is of considerable importance.
Any individual kerf which is either too deep or too shallow will result in corresponding weakness or excessive resistance to bending at that point and deform the finished curve.
Kerfing by means of a handsaw, therefore, is an intricate business and must be carried out with extreme care and patience. With machine tools suitable stops can be arranged to ensure uniformity.
For equal curves, equal spacing is required, but where compound curves are attempted, such as a large radius curve rounding into a small radius curve (Fig. 7), spacing should become progressively closer. Ideally, of course, spacing should be directly related to the curve radius, as with the test bend. It is usually sufficient, however, to design for the smallest radius bend and open out the kerf spacing uniformly on either side of this bend. Alternatively, the problem can be dealt with more scientifically by reducing the whole bend to a series of adjoining circular arcs and determining the appropriate spacing for each radius. There is yet another method where the same spacing is retained throughout, but on the shallower curve the depth of the kerfs is reduced.
Normally once the kerfs have been cut the curve can be bent “dry,” In the case of acute curves, however, bending should be tackled in stages, bending first to say twice the required radius and clamping the work in that position for an hour or so. It also helps to sponge the wood down with warm water to prevent splitting.
There is also another form of lengthwise kerfing which is sometimes used where the kerfs are cut endwise in the wood (Fig. 8). The sawcuts are filled with veneer or similar material, the whole steamed or soaked in hot water and bent around a suitable former and clamped in position until dry. It can then be unclamped, the slots and veneer glued up and re-clamped.
Could this technique be used for chair crests? The closed kerfs would be visible but could they look decorative?
I think it’s worth experimenting with. Kerf-bending significantly weakens the wood by severing the long fibers. So I would want to make some samples, drill some mortises into them and see how difficult they are to break.
I have used this technique a few times in my carpentry days on curved decks and forming jobs and it does work well. The tip is also explained in the book Carpentry by Gasper Lewis & Floyd Vogt in the Concrete Form Construction Chapter. I haven’t tried it yet on a furniture project, but I’m sure it would work just as well.