The following is excerpted from “With All the Precision Possible: Roubo on Furniture,” by André-Jacob Roubo, translated by Donald C. Williams, Michele Pietryka-Pagán & Philippe Lafargue.
“Roubo on Furniture” is filled with insights into working wood and building furniture that are difficult or impossible to find in both old and modern woodworking books. Unlike many woodworking writers of the 18th century Roubo was a traditionally trained and practicing joiner. He interviewed fellow craftsmen from other trades to gain a deep and nuanced view of their practices. He learned to draw, so almost all of the illustrations in this book came from his hand.
In addition to the translated text and images from the original, “With All the Precision Possible: Roubo on Furniture” also includes five contemporary essays on Roubo’s writing by craftsmen Christopher Schwarz, Don Williams, Michael Mascelli, Philippe Lafargue and Jonathan Thornton.
As far as the manner of joining panels, after they have been dressed or smoothed, according to whether they are more or less thick, you begin by trimming them and making them equal width, observing to eradicate all types of sapwood, knots and splits, after which you set them up according to the different widths that they should have. You should take precaution to put the planks of a similar color together, the narrowest (which we name alaises) in the center [of the panel], and the edges of the plank that are softer [wood closer to sapwood] should be used in the groove joints [in the frame]. After they have been thus set up, you begin making the joints by cutting the grooves, then you make the tongues. After having taken the precaution to position the plank where you have made the groove against where you wish to make the tongue, to see if both of them are truly straight, then you make the tongue. When the wood is thick, you trim the back of the tongue by chamfering [it] with the half-plane [ jack plane], so that the plane [the tongue plane] is easier to push. When the wood is rough and very thick, you need two workmen in order to push it, as I said in speaking of planes of two pieces, but the more it can be done by a single workman, so much the better for the work.
It is also necessary to take care that the joints be straight on the edges of the panels and that they fit equally on each side of the groove, even when the work is just a facing [a decorative panel, not structural]. Joints thus well brought together prevent the air from penetrating and, consequently, from warping the panels.
After having made the joints with all the precautions that I spoke about previously, you glue them together; and for this, you disassemble the boards from each other, after having numbered them, so as not to confuse the panels of one panel with those of another. After this, you heat the joints so that the heat opens the pores of the wood, preparing them better to take the glue and hold on to the joints. It is necessary, however, to pay attention that the wood not be too hot because it will dry the glue too promptly and prevent it from holding. As for the glue, it cannot be too hot [in other words, the hotter the glue, the better] because the heat makes all the glue components finer and delicate [less viscous] and consequently better to penetrate in all the pores of the wood.
The glue that Joiners use is called hard glue, which is of two types, namely that of England and that of Paris. These two types of glues are made with the sinew and feet of beef that you boil and melt into gelatin, after which you mold it into sheets of 8–9 feet in length by 5–6 in width and 2–3 lines thickness. When it is completely dry and it is of a good quality, it is both hard and also fragile as glass. That from England is the best, not only because it makes half again as much profit, but also because it holds better and its color being a clear yellow means that is does not appear in the joints when they are well done. You also have the glue of Paris that is not so strong, is black and muddy and it always shows in the joints, no matter how well made.
When you wish to melt the glue, you begin by breaking it in little pieces and you put it to soak in some water for 5–6 hours, after which you melt it on a fire in a copper cauldron.
You must observe not to put [in] too much water at first because it will remove some of its quality. You must also take care to stir it up with a wooden stick while it is melting, and when it is completely melted you let it boil on a low fire so as to make it re-heat. You should never leave the glue unattended once it begins to boil because at this time the force of the heat makes it froth and boil over out of the cauldron, which you prevent by adding a little fresh water when it is ready to boil over. The glue is easy to spoil and becomes tainted while you are melting it. That is why this task is best left to one individual man.
Dry glue is sold by the pound, and woodworkers who have a lot of work take care to provision it so that it always remains dry [unspoiled]. When you wish to melt it, you should take care not to melt too much at once, that is, you must not have melted more glue than you can use in eight days, especially in the summer because it molds and loses its quality. You heat it in a copper pot, which has three feet and an iron handle. The feet should be splayed to give it a stable position, but [they should] not [be] hooked and elevated at the ends because being thus configured [the cauldron] is subject to carrying some of
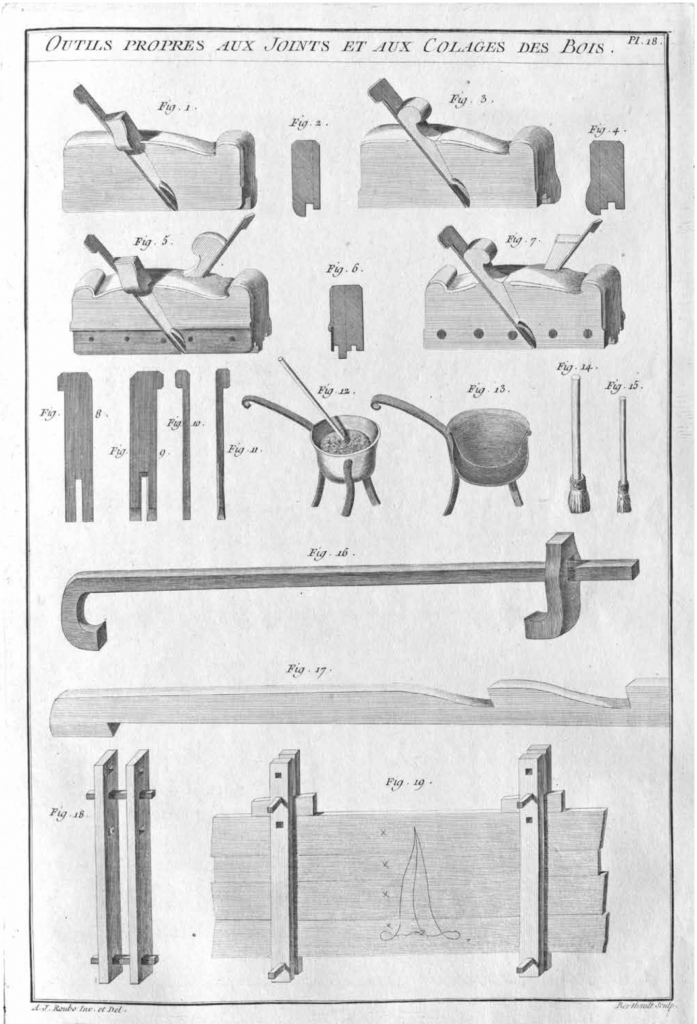
the hot coals with it and to making [coals] fall in the wood shavings [when moving the cauldron around the shop], which is greatly to be feared. Cabinetmakers use a double-boiler pot, in the outer chamber they put the water and the glue in the inner one. This way of heating the glue is called a bain-marie [hot bath] and is very convenient because the water being very hot maintains the heat of the glue longer, while preventing the glue from burning at the edges of the pot, Figs. 12 & 13.
When the glue is hot, you spread it on the joints with a brush made of wild boar hair, which should be more or less large according to different works. Look at Figs. 14 & 15. Then you drive the joints together with a mallet. When there are many joints [complex joinery with many joints being assembled simultaneously] and you fear ruining them with the mallet, you turn them over and hit them on the bench, lifting first one end of a panel and making it fall straight with force on the bench. Then you do the same at the other end, which you continue to do until the joints are perfectly in place. Then you put them flat on the bench where you stop them using a bar/straightedge of the full length of the panel [that is] secured with holdfast, and you tighten the whole panel with clamps or on edges with clamps and bars, which holds them all along their length and closes them. Bar clamps are iron tools which are made of a bar of iron where the end is curved in the form of a hook, which passes through another piece of iron which is called the foot of the clamp, which glides along the length of the bar according to how you judge appropriate. The end of this clamp is curved in the form of a hook, as is the other end of the bar, and is textured at the face like a rasp, so that it [will] not slip when you tighten it but it [instead] holds onto the wood.
The mortise or eye of the jaw should be as accurate as possible, especially on its width, and be made a bit slanted on the inside of the foot on the side of the hook, so that when the bar clamp is tightened, the foot will always be at a right angle to the shaft, as least as much as possible. The end of the shaft/bar is hammered back to create a ridge [is “mushroomed”] so the hook cannot get past or get lost. Like most of the regular clamps you cannot remove the moving foot, Fig. 16.
This tool serves to hold the joints for both panels and for assembled pieces. You close it by hitting on its movable foot with a mallet below the bar, and you loosen it by hitting the latter on top with the hammer, that is to say, in the opposite direction. [It operates in a manner conceptually identical to the holdfast.]
The length of the bar clamps varies from 18 thumbs up to 6 and even 8 feet in length. As for the width of the bar, it should be from 9 lines up to a thumb-and-a-half, according to the different lengths, and their thickness should be two-thirds of the width. The foot should exceed the upper part of the bar by 3–4 thumbs for the smallest, and from 6 thumbs for the largest. The iron of the bar clamp parts should be soft and without any type of welding, especially the foot, which should be forged with all the care possible.
It is good that joinery shops be well furnished with bar clamps, especially those shops with many workmen, which is very convenient for accelerating the work. There are shops where there are up to 20 lengths of bar clamps of all sorts. When the work is of such great width that one cannot close it with bar clamps, you use a marking rod of wood, which is called a notch for elongating sergeants [bar clamp extender], which is 3–4 thumbs in width by 8–9 feet in length and a thumb-and-a-half thickness at least. At one end is made a hook, made equal to the width of the wood, which serves to close the work. On the other side of its width, and in the opposite direction, are many notches placed at 12–15 thumbs from each other, in which you place the end of a bar clamp, which is tightened on the other edge of the work. You must pay attention that the notches are made at a sharp angle, so the bar clamp jaw stops there and does not come out, Fig. 17.
There is still another way to clamp panels, which is done with wooden tools called straighteners [ from the verb etreindre, or to close tightly]. They are composed of two of pieces of wood called twins of 4–5 feet in length by 4–5 thumbs in width and 2 thumbs thickness, in which [at] 6–8 thumbs from the ends is pierced a squared mortise of about a thumb-and-a-half, which is in the center of its width, and through which you pass a shaft of 8–9 thumbs in length.
In the upper part of straighteners are pierced two or three other mortises similar to the first ones through which you pass another shaft of the same shape and length as the first one, Fig. 18.
When you wish to make use of straighteners to clamp a panel, you begin by placing [the parts] between the two twins, resting the panel on the lower inserted shaft. You then press the twins together to hold the panel flat. You then insert the shaft through the mortises above and closest to the panel, and with a mallet drive in a wooden wedge between the panel and the shaft.
There must be two straighteners at least to clamp a panel, and when it is long enough, you really should make use of three. Besides, the use of these tools is excellent, because they clamp panels without damaging them, which happens sometimes with bar clamps. But still, they hold the panels very straight, and they leave you the liberty to view them from both sides, which you cannot do when the panels are laid flat on the workbench, Fig. 19.
Clearly, already in the 18th Century, you could not have too many clamps!
Cheers,
Mattias, who could certainly use a few more …
Anyone out there know of a modern example of “straighteners” (fig. 18 &19)? Ever since first seeing these, I’ve been wanting to make some, and might do so for an upcoming table build. They seem to make a lot of sense. As Roubo says, they keep the panel flat and you can see both sides. Another benefit for my small shop is that I would be able to glue up a large table top and have it take up a wall rather than the entire floor space. I have a hard time figuring why I haven’t seen anything like this in use nowadays.
There are various brands of wall-mounted panel clamps available that apply pressure to both edges and faces — Plano is one brand I’ve seen mentioned, but there are others too. And Woodpeckers make something they call a Clampzilla. I have no experience of either, so can neither praise nor damn them, but at least they do exist.
That said, a set of shop-made straighteners à la Roubo shouldn’t be that difficult to put together, should they?!
Cheers,
Mattias
Don Williams made some: http://donsbarn.com/roubos-panel-clamps/
And I have made them: http://galoototron.com/2020/09/20/the-roubo-style-panel-clamp/
I made a few tweaks: https://galoototron.com/2020/10/14/roubo-style-panel-clamp-tweaks/
However, note that although they work quite well, I think I will probably make some further changes when I get the time. For example, after having used them, I do not believe that having the mortises on alternating sides is really all that useful. It’s likely that it will work better with fewer mortises with longer offsets, just with a more well-thought-out series of lower mortises.
Mine are also on the thin side. I think they should probably be 1″/25mm thick at the minimum. Roubo says “2 thumbs,” but I don’t think they need to be that thick. Roubo also specified a thumb and a half for the mortise width, and I didn’t find that size to be necessary.
Very helpful info and links. Thanks!
Makes one appreciate the work it took the old timers to do the things we manage so easily today. Respect.
As far as straighteners, there are clamp heads that accomplish the same thing. I made up a number of them some years ago and use them almost every day. Two hard maple rails 1-13/16 x 2 1/2 x (length) with slots cut up the back of each. The clamp heads lock into the slots and have a scissor action that pulls the rails tighter on the panel faces as the panel edges are squeezed by the acme screw through the fulcrum of the clamp heads. I will look to see who manufactured the clamp heads when I get in this morning and post here later.
I did it once with some hard, lightly waxed maple rails and just some carriage bolts and wingnuts to keep the faces coplanar, then wedges jammed in between the panel and the bolts to clamp their edges. Setting it up was a faff, though. I’ve done it only that once and since have just gotten close enough by spring jointing and clamping with three Besey clamps, then planed my panels afterward. Would be a good thing to use for a very big area like a table, though.
The clamp heads were made by Fulton Woodworking Tools. These are probably 25 years old. Don’t know if they are still around.
Oh, one other thing I forgot. I laminated the inside face of the rails with an HPL (Wilsonart). Keeps the panel from being glued to the clamp, and makes it easy to clean up afterwards so you’re not fighting residue the next time around.
Excellent stuff. Out of curiosity is Lost Art Press planning to print more translations of Roubo’s work in the future?
We hope to. It’s up to the translators.
Ok, ‘spain it like I’m 5… how do clamps #18 & 19 keep panels flat? The battens can slide on the short square ‘rods’. The wedge isn’t going to keep them from spreading apart…
I have never used these implements, so the following is just my thinking based on where it says in the text that “[w]hen you wish to make use of straighteners to clamp a panel, you begin by placing [the parts] between the two twins, resting the panel on the lower inserted shaft. You then press the twins together [my emphasis] to hold the panel flat. You then insert the shaft through the mortises above and closest to the panel, and with a mallet drive in a wooden wedge between the panel and the shaft.”
I think that they key here is in the pressing the “twins” together during set-up, so that the panels are kept flat while everything is loose; as soon as you drive in the wedges, the square shafts will be pressed out against the walls of the mortises. I would expect that the friction thus created between the shafts (a full 1-1/2″ square in section) and the mortise walls (a full 2″ deep) should be more than enough to keep things straight and locked in place as long as you don’t knock things about excessively. Wedges are mighty powerful machines …
Yes, “You press the twins together”. (I read the post) There’s nothing to keep them there, they will spread apart.
But there is. Friction (or tension, if you want to call it that) when the wedge presses the shafts against their mortise walls. Not enough to hold them against any strong spreading force, I expect, but once the wedge is in and all is still and stable, what significant spreading force would there be anyway? Some while driving home the wedge, I dare say, but that’s counteracted by the pressing before and while wedging; afterwards, the friction should be more than enough to prevent any spread from just slipping and sliding.
But we’re arguing from theory, which’ll only take us so far. If you don’t think the friction would be enough, you don’t, so fair enough.
The one way to really find out would be to make a set. I might one day, or I mightn’t. More likely the latter, I’m afraid, or at least not soon enough to be relevant here.
The set I made don’t work- no theory. That’s why my original post, which in hindsight I should have said… I had to use clamps to keep them tight. There isn’t near as much friction as needed, especially after some glue gets in things- which acts like a lubricant.
That is of course entirely different: if you argue from experience, and I from theory, I will without further ado concede the issue to you! Good to know, and thank you for clarifying the point.
Any thoughts about using the tongue and grove for edge gluing panels?