Q: In making a drawer with half-blind dovetails for the front and through-dovetails for the back, what is your favorite way to incorporate and assemble a bottom? Through-grooves on the side pieces or slips added to sides? Stopped grooves on front/back pieces or through-grooves positioned to fall within the lowest tail?
— Nick
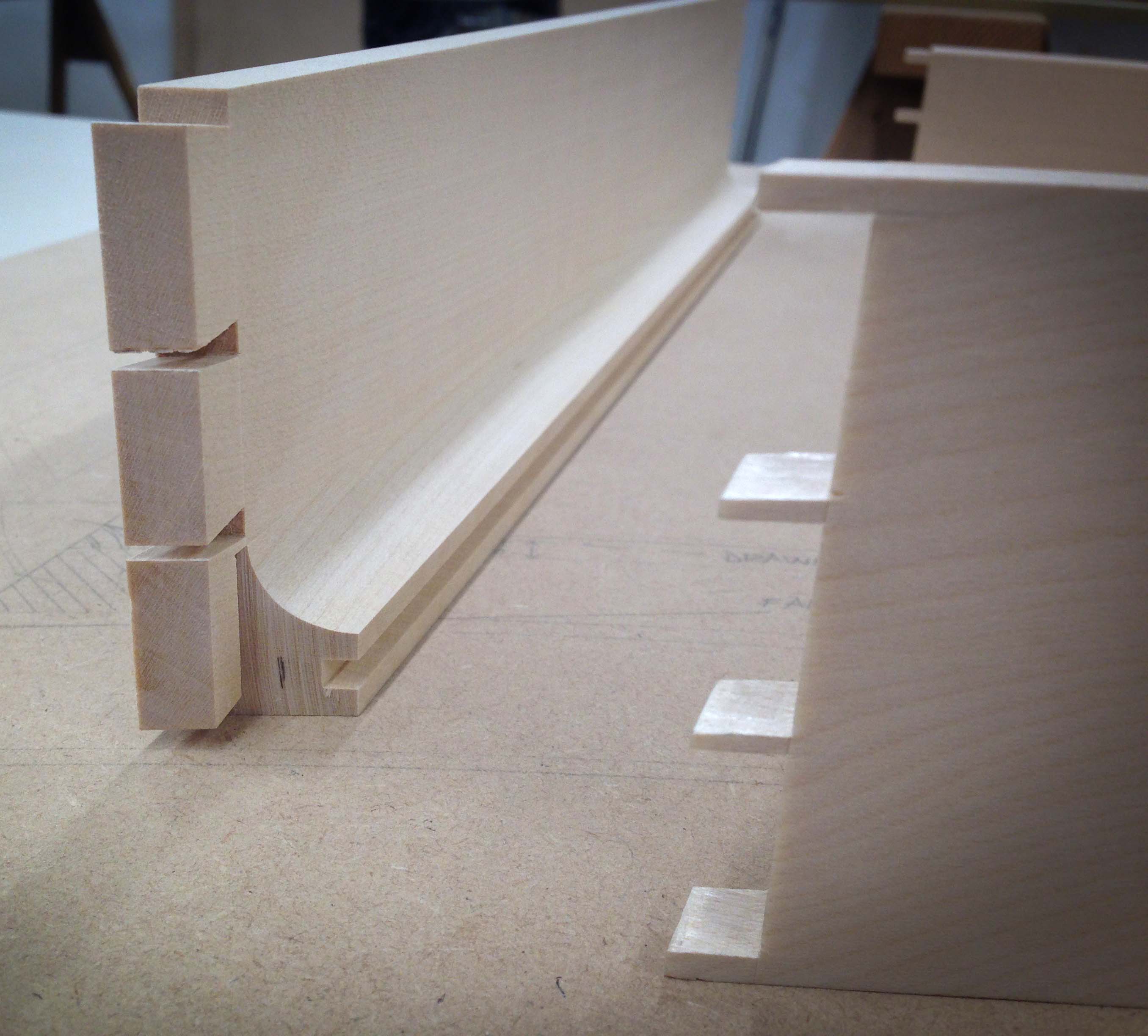
A: As almost always, the answer is: it depends. Some projects call for a particular approach, for example, a reproduction of a high-end 18th-century English piece is likely going to call for drawer slips. As might any drawer that has delicate (read: thin) sides – slips can add enough extra thickness and thus strength only where it’s needed. Particularly nice slips (see above) are also an excellent way to showcase mad skills.


But around here, we’re not usually that fancy (or British) – both Chris and I typically make drawers with bottoms rabbetted to fit into grooves on the drawer sides and front; they are then nailed from underneath at the center of the (narrower) drawer back, or supported with a nail or screw through a slot. The grooves land in half tails at the bottom of the drawer sides. And I can’t speak for Chris, but I’ve never cut a stopped groove for a drawer bottom…that I can recall.





Now that we’ve shown you quite enough of our drawers, here’s an excerpt on drawers from “The Woodworker: The Charles Hayward Years,” Vol. II (Techniques).
“The Mark of a Well-made Drawer”
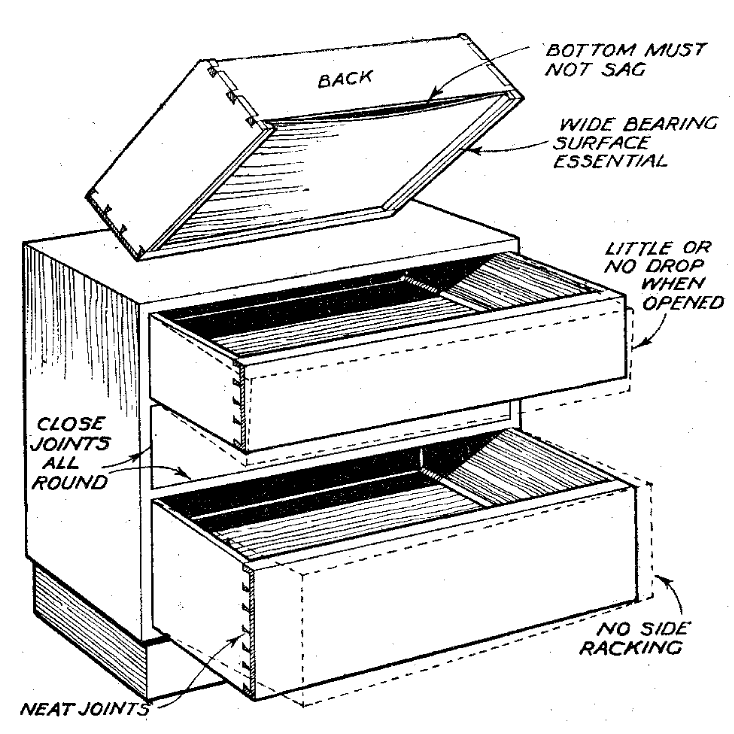
Perhaps there is nothing which so quickly reveals the quality of piece of woodwork as the fitting of its drawers. Properly made, a drawer will move in or out without jamming when held by one corner only, even when it is 3 ft. or more long. A poor one will drop badly when opened, it may be stiff in some positions even, although it may appear slack all round, it will most likely racket sideways and jam, and it may have unsightly gaps around its edges at the front. We deal with some of the problems and describe the procedure in making which experience has shown to be sound.
At the outset it should be realised that drawer making begins before the actual drawer itself is put in hand. It starts in the carcase or cupboard to which it is to be fitted. If this is out of square or is at fault in some other way the drawer will make a poor fit, even though it be faultlessly made — in fact its squareness and truth will be a source of trouble.
Carcase and Runners. Perhaps the most obvious point is that the carcase must be square in plan as otherwise a square drawer will not fit. (Squareness in elevation is not so important from the drawer-making angle because the front and back are fitted to the actual carcase, and if it is at all out the drawer itself will be out correspondingly.) If anything the carcase back should be a trifle wider than the front, and when guides are to be fitted some workers fix these so that they are about 1∕16 in. wider apart at the back than at the front. When there are no guides, the drawers running directly against the carcase ends, the top and bottom can be made a trifle full at the back to allow clearance.
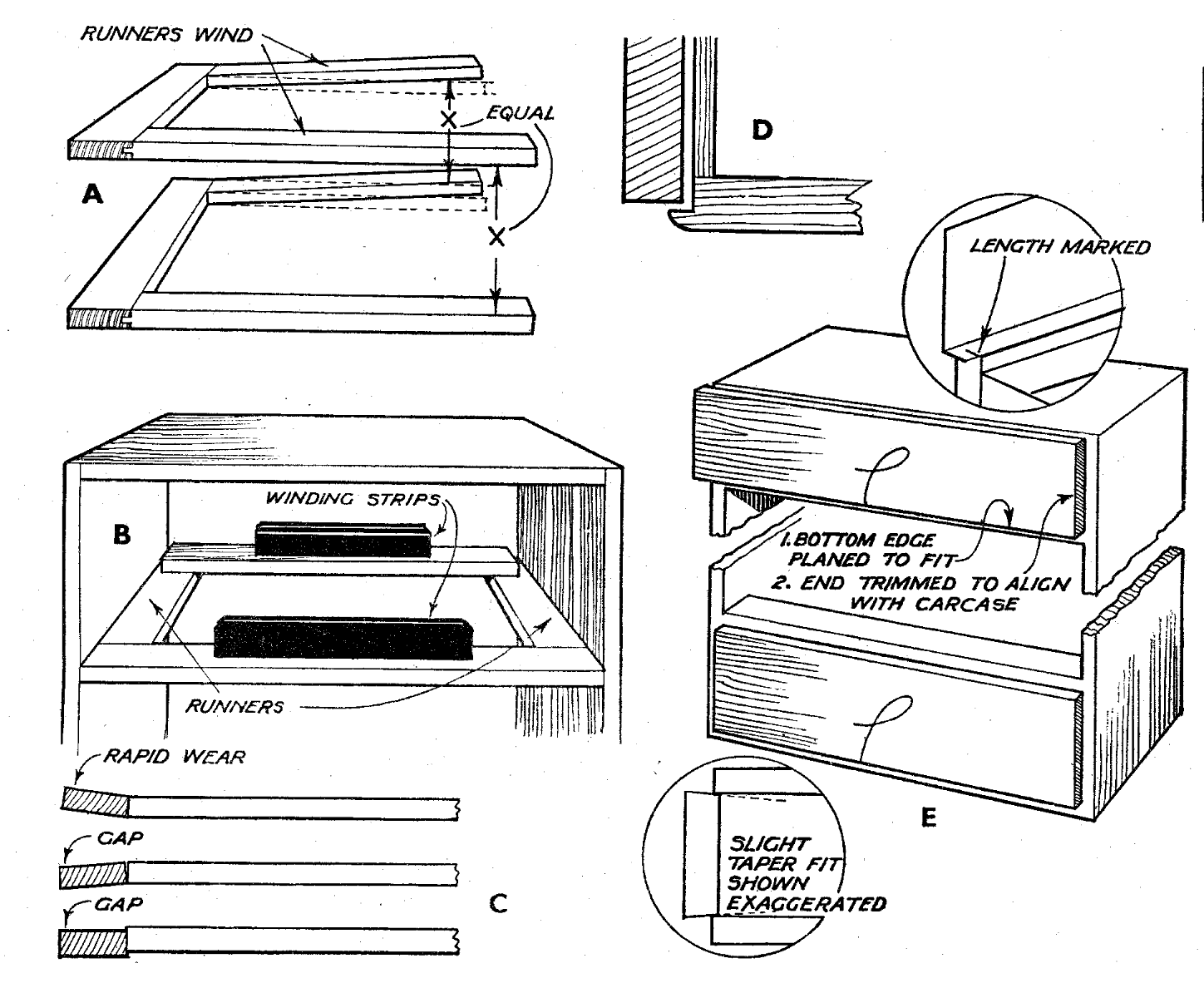
Winding Runners. Quite clearly each runner must be parallel with that above it or be slightly wider apart at the back (this is easily managed by planing them a little thinner towards the rear), but, what is equally important, they must be free of winding. Unless this is the case the drawer will bind even though there appears to be sufficient depth when measured at each side. Take A, Fig. 2, for instance. Even though the distance X equals the drawer depth, the drawer is bound to bind because the runners wind.
As a rule it is impossible to look across the runners to test for winding, but the method at B can be followed. A strip of wood with parallel edges is placed across the runners at the back. Winding strips placed on this and the drawer rail then at once disclose any inaccuracy. When the runners fit in grooves this trouble is not likely to arise, assuming the workmanship to be accurate, but even so a test is desirable. Be sure, however, that the carcase is standing square. Otherwise if one corner is resting upon an irregularity the whole thing may be distorted.
Other causes of trouble are shown at C, Fig. 2. At the top the rail is not square. Consequently the whole weight and movement of the drawer is borne by the extreme front edge, causing rapid wear. In the middle example the rail is twisted the other way. Consequently there is an unsightly gap at the front edge which is difficult to avoid. The same result occurs at the bottom diagram and is due to the runner not being flush with the rail. In cheap, machine-made furniture the drawers are intentionally made a very slack fit so that all individual fitting is avoided. Each drawer goes straight into its carcase direct from the assembling shop, and, to mask what would otherwise be an unsightly gap around the edges, the drawer front is rebated all round, the projecting lap standing out from the surface as at D, Fig. 2. This means that all the drawers can be entered easily, but they are all a bad fit. It is largely because of this that in better quality machine-made furniture the drawers are still dovetailed and fitted by hand.
Normal Type Drawer. As a straightforward example of drawer-making take an ordinary chest of drawers such as that in Fig. 1. The fronts might be in 1 in. stuff, and the sides and back 3∕8 in. For the bottom 3∕16 in. stuff is about right for average sizes. It is common practice to use oak for sides and back even when the front is in another hardwood such as mahogany, and it should be realised that it is of little value to have a drawer in hardwood and then make the runners of softwood. The last named would wear very rapidly.
Prepare the front first, planing it to thickness and marking the outer surface as the face side and the bottom as the face edge. Plane the bottom edge straight and square, if anything making the inside slightly smaller than the outside. There should not be more than the thickness of a piece of newspaper difference. Try it in position on the rail. Theoretically it should fit, but if the rail should not be perfectly straight the edge should be planed to fit it. Now trim the right hand end to make a close fit with the cabinet as at E, Fig. 2, again making a very slightly tapered fit.
Mark the length at the bottom as shown inset, square across, and cut with the saw on the waste side. Plane the end grain until the inner edge just enters the space with a tight fit. There will probably be enough width to enable the upper corner to be chiselled off when planing the end grain, but be careful not to chisel away too much so that the corner of the actual drawer is taken off. Finally the width is marked and the top edge planed so that the complete front just enters the space as shown at the bottom at E, Fig. 2.
It is most important that the angle at which the edges are planed is not excessive. As already stated there should not be more than the thickness of a piece of newspaper difference between the two. One way is to plane the edge square, then pass the plane over to one side and take another shaving.
In this way the shaving is thicker at one side than at the other and this gives about the right angle. All fronts should be planed to fit, and, in the event of there being more than one drawer of the same size, each should be fitted individually and its position marked to give quick identification.
Back. Preparation of the backs is similar so far as the bottom and ends are concerned except that they are planed square. The width, however, is less because the back stands above the drawer bottom and is well down at the top to give clearance (see Fig. 3). It is therefore necessary to decide the position of the drawer bottom and the top clearance straightway. The former is generally fixed by the size of drawer bottom slip moulding being used. Top clearance can be 1∕4 to 3∕8 in.
Sides. To fix the length of the sides the lap on the front dovetails has to be allowed for. On 7∕8 in. wood the lap is about 3∕16 in. and the sides have to be short by this amount. At the rear the drawer should be short so that it does not quite reach the carcase back. Allowance has also to be made when the drawer bottom is of solid wood as distinct from plywood because it has to project anything up to 1∕2 in. in a large drawer to allow of its being pushed forward to take up shrinkage (see Fig. 3).
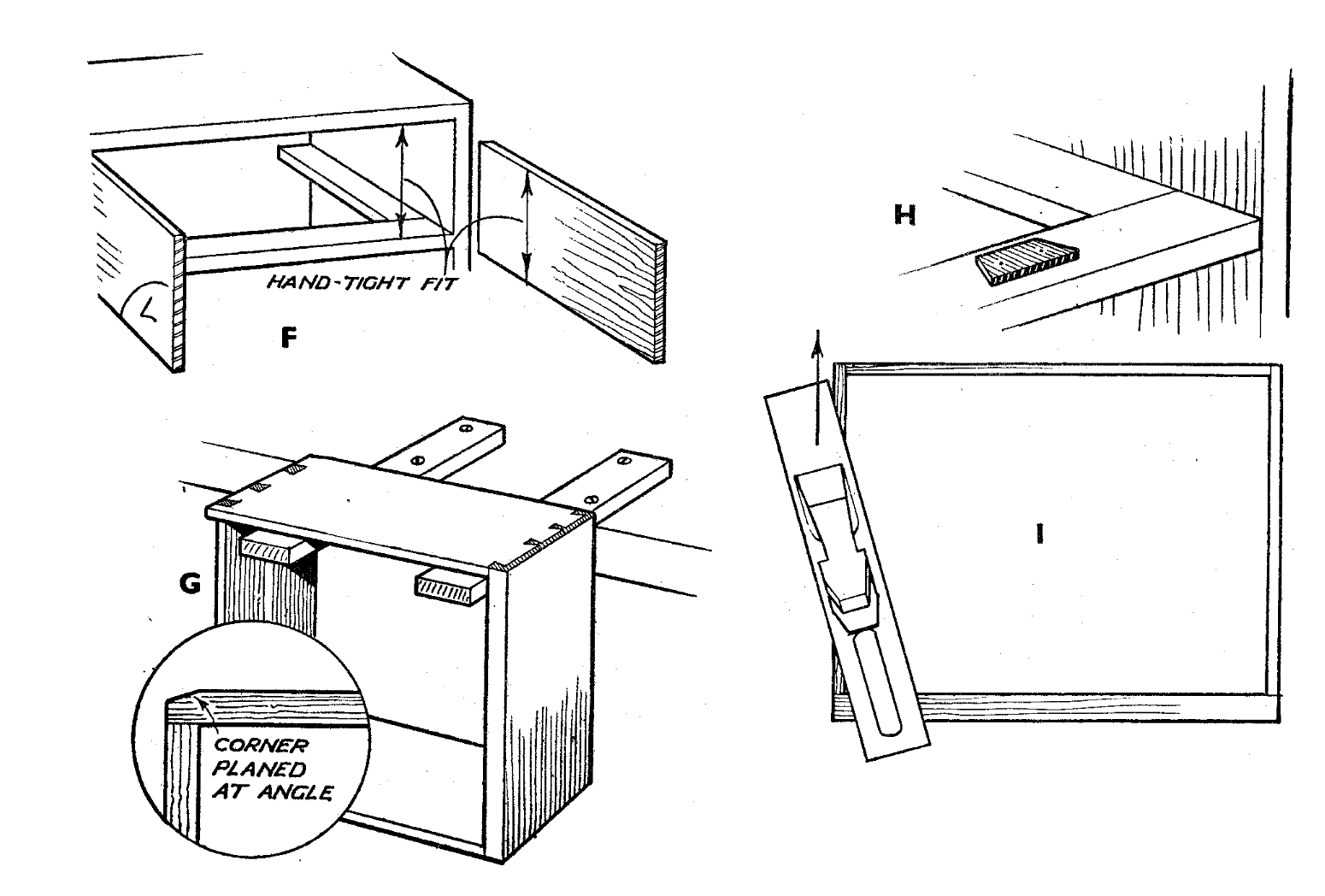
Plane the bottom edge straight and trim the front edge square with it. Mark the length and plane the back as well. Set a gauge to slightly more than the width, mark the wood and plane down to the line. It is then a matter of trying the side in position and removing fine shavings until it fits. There should be a hand-tight fit. Shavings are best removed on the shooting board. Mark the front bottom corner R or L for identification as at F Fig. 2.
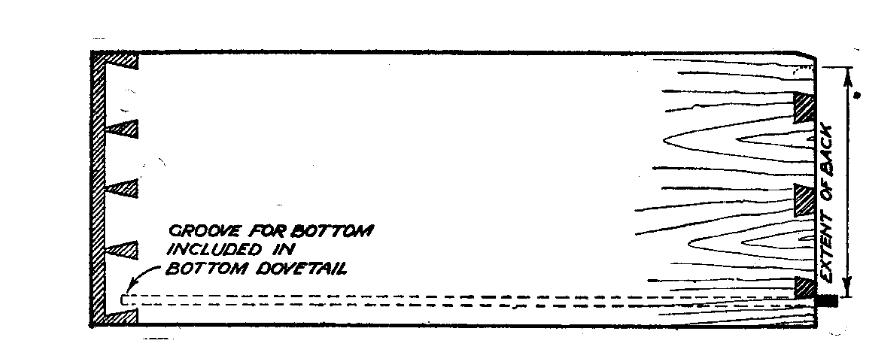
Dovetailing. Dovetailing now follows, and this follows the normal procedure except for the special form of dovetail which is shown in Fig. 3. At the front the pins are very small and run almost to a point, and the bottom dovetail must be close enough to the bottom to include in it the groove which holds the bottom. Otherwise the groove will show at the ends. The bottom edge of the back rests upon the bottom and it passes through the sides and thus forms the bottom pin. The bottom cut is therefore square, not at the usual dovetail angle (Fig. 3). A gauge can be set to mark the position (it is fixed by the groove in the drawer bottom slip moulding) and the bottom cut made in line with it. Before assembling all inner surfaces must be cleaned up, and the groove to hold the bottom worked in the front.
Fitting. All fitting is done before the bottom is added, and precautions are necessary to avoid racking the drawer when planing. The simplest way is to screw a couple of stout battens to the bench and place the drawer over these as at G, Fig. 2. As a rule it is necessary to work inwards from each end to avoid splitting out the end grain. Do not remove more than is essential to give a clean finish, and try the drawer in position frequently. Note carefully where it appears to run tightly. This is often revealed by the shiny appearance of the surface, but it is generally possible to tell by the movement where the tightness is. So far as the edges are concerned use the panel or trying plane so as to keep them straight, and rest the rear part of the plane across the front as at I, Fig. 2. It is a great help in keeping it square.
An excellent lubricant for drawers is candle grease, but it should not be used until all fitting has been completed—in fact it is better to leave it until after polishing, especially if the drawer sides are to be stained. Grease may prevent the stain from taking.
The bottom slips are glued to the sides and must be cut away at the back as shown in Fig. 4. The more usual form is that to the left in the small diagram, though the other has an advantage in giving a flush top surface. The reason why slips are used is that the sides (which are thin) are not weakened by grooving, and the bearing surface is increased in width.
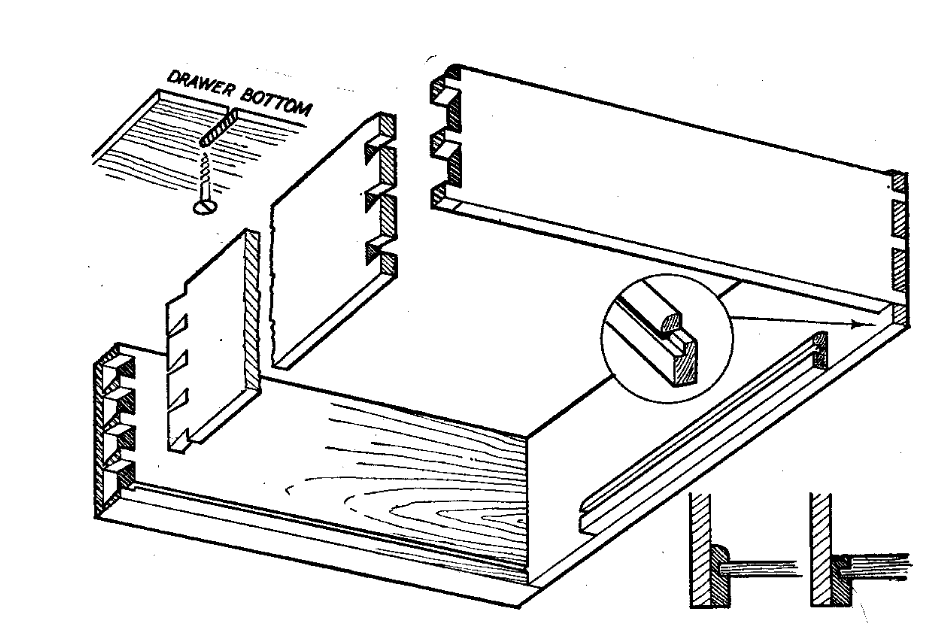
When plywood is used for the bottom it can finish flush at the back. In solid wood allowance must be made for shrinkage. It stands out at the rear (Fig. 3) and is screwed up to the back. After a few months the wood shrinks and pulls out from the groove at the front and the screws are then slackened, the bottom pushed forward, and the screws tightened afresh. Slots for the screws are often cut as in Fig. 4 to avoid making fresh holes. The bottom is never glued in because it would be liable to split in the event of shrinkage.
Drawer stops are fitted as at H, Fig. 2. A gauge is set to the front thickness and the rail marked to show the position. The grain runs from front to back as it resists wear better.

— Fitz
Excellent post. I’ve bought the Charles Hayward series and am making my way through somewhat randomly. The read was alike what I imagine a book study would be. Content in context of examples. Thank-you.
Wow! Really into the weeds. Great article
Perfect timing. I’m designing a 54 x 34 drawer to store blueprints and have been worrying about a sagging bottom. Lost Art Press to the rescue, again.
I love drawer slips. They really let me use thin drawer sides. But I have never made super fancy sculpted slips like those above.
I use the method that Geremy Coy wrote about in Popwood, when it was worth reading. I especially like the little tenons on the slips that hold them in the front drawer groove.
And always half tails on the bottom of the drawer sides.
I loved working w/Geremy – great writer, photographer and woodworker. Wish he’d written more! (That article, in case anyone else would like to read it, is in this free bundle at PW: https://cdn.popularwoodworking.com/wp-content/uploads/2020/01/ra_1912_pw_cabinets_drawers.pdf)
It’s the only article from him that I’m aware of. I’d like to see more too.
There’s one other, on a tea table with a complicated but gorgeous back https://www.popularwoodworking.com/article/sideboard-fit-for-tea/
Thanks!
Silly question: Is there an easy way to download the entire Lost Arts Press blog history? Or to seach it, in lieu thereof? There’s a huge amount of useful information in these. but for those of us who don’t remember it all finding it can be a bit of a challenge.
I don’t know about downloading, but there is a search bar on the top right that works quite well. I use it every day to figure out when I got my last tetanus shot
Completely OT: Every shop should have a shop cat. Ours performed the role of shop supervisor admirably: interfered at inopportune times, knew nothing about what the job actually entailed, and insisted his issues were more important than getting real work done. Come to think of it, that’s like most bosses in business. 🙂
Excellent post! Good pictures, and nice to see the different options. Seamless drawer slip (first pic) very well done!
on fig. 2, G, if you don’t like to screw in your workbench, use holdfasts to secure the two battens.
Well done Meghan this is excellent!