This is an excerpt from “The Woodworker: The Charles H. Hayward Years: Volume II” published by Lost Art Press
The majority of woodworking operations are fairly obvious and, given practice, present no special difficulties. For example, to plane an edge straight, work a through rebate or groove, or use a moulding plane calls for little beyond care and practice. But what happens when the edge, the rebate, or the groove is stopped at one or both ends, or when the edge to be moulded is curved? Or how is a thin panel which has warped to be planed? These processes are seldom dealt with in text-books, but they are much more difficult to deal with, and in that sense are more important. We hope in this short series to show some of the ways in which these tricky jobs can be done. We begin with the case of a circular or elliptical table top around which a moulding has to be worked. There is nothing specially difficult about it, but clearly the ordinary method of using a moulding plane as for a straight edge is impossible
Whatever the shape of the top, it must first be cut out and trued up. In the case of a table having flaps the parts would be hinged first and the shape marked afterwards. They should then be separated whilst being sawn and trued up. Once again they should be put together to enable any unevenness of the joints to be corrected, and the line of the moulding marked out with the gauge.
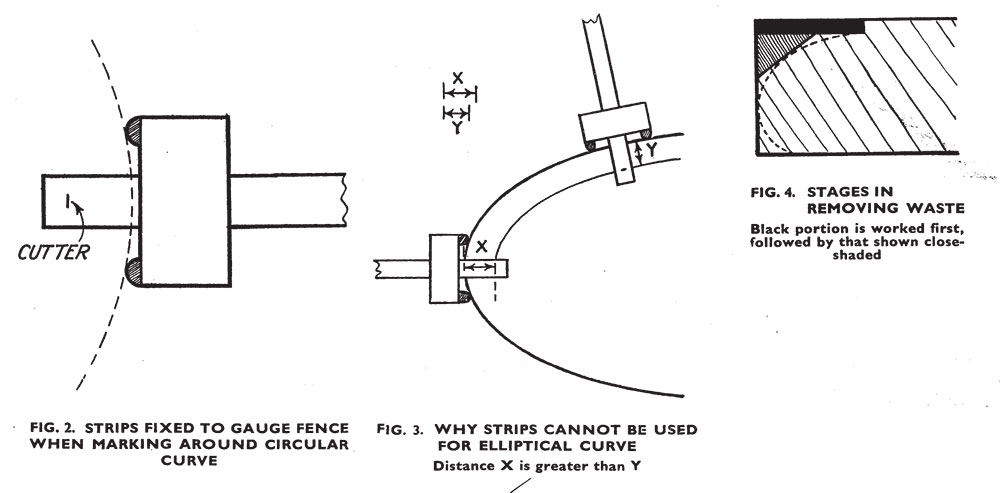
Marking. The procedure varies to an extent with the moulding. In the example shown in Fig. 1 it takes the form of a bold torus, and a line marking the inner quirk of this must be put in with the cutting gauge. If the top is circular the line can be put in sweetly by fixing two slips of wood across the fence of the gauge as shown in Fig. 2. A touch of glue and two fine pins each will hold them. Some workers fix them permanently to the back of the fence and reverse the latter as required. Note how the slips bear against the edge. This cannot be done when the curve is not circular or when it is serpentine because the cutter would mark at a varying distance from the edge. Fig. 3 makes this clear, and shows how the cutter would reach in farther on the acute part of the curve.
The only way on an edge of this kind is to use the normal cutting gauge and keep it up to the edge as far as possible. It is inevitable that it will tend to run off in parts, but this will not matter because it will only cut into a part to be cut away later. The important point is to cut through the grain so that the latter does not tear up when the moulding is being worked. The crossgrain is specially important.
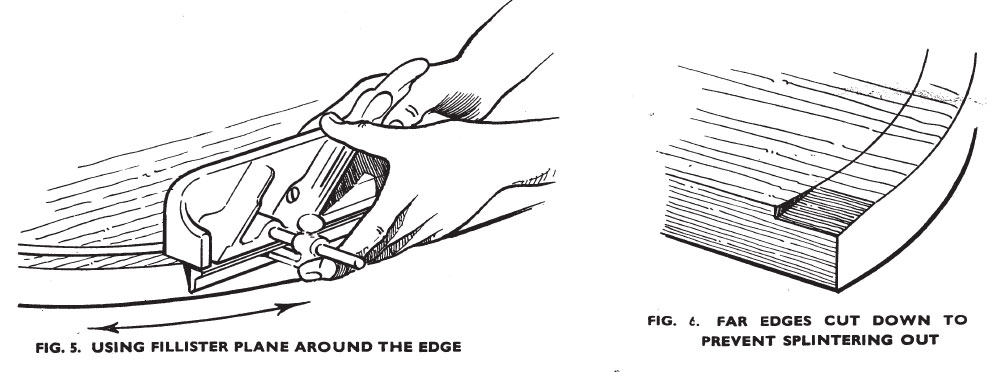
Use of Fillister Plane. The first part of the waste to be removed is the rebate shown black in Fig. 4. The ideal tool to use is the fillister plane. Set the fence so that it cuts just short of the gauge line, and the stop so that it ceases to cut when nearly down to the depth of the quirk. It is impossible to use the tool with the same accuracy as when working against a straight edge, but by giving the tool a turning movement as it is pushed forward it is possible to follow the line with reasonable accuracy (see Fig. 5). One word of warning when moulding the parts of a flap table. Do not carry the plane right through to the far edge straightway. It will only result in a splintered corner. Instead chisel off the end as in Fig. 6. There is then no difficulty about taking the plane right through except when nearly down, when special care is needed. It is often better to cut in from the other direction with the shoulder or bullnose plane.
If the fillister plane is not available you can use the ordinary rebate plane with a strip of wood nailed beneath the sole to act as a fence. This will have no depth stop, and the depth will have to be gauged round beforehand so that you know when to stop.
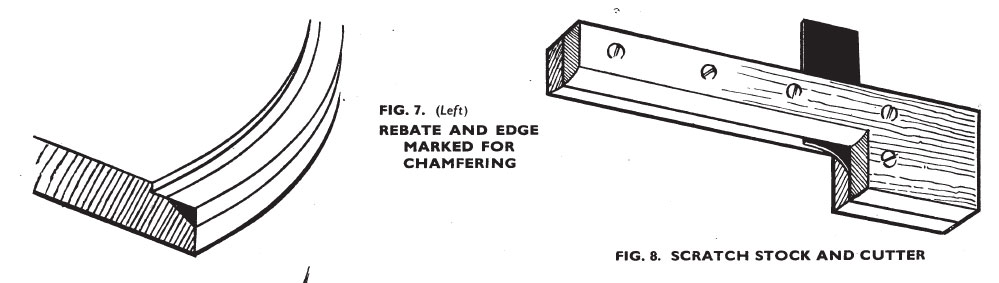
As much as possible of the waste is now removed with the plane, and, as a guide to making the whole even, two pencil lines are put it as in Fig. 7. The ordinary smoothing plane or block plane can be used to form the chamfer shown by the black portion in Fig. 7. Afterwards the corners can be taken off with either rebate or block plane, whichever is available or the more convenient.
The section now approximates to the required form, and the final shaping is done with the scratch-stock, a special cutter being made as shown in Fig. 8. Note that it leaves the lower edge of the moulding uncut as this has to provide a bearing surface for the notch of the scratch. A piece of old saw blade or an old scraper makes an excellent cutter. It is filed or ground across square, this enabling it to cut in either direction, an important point since the curve makes the grain awkward. The narrow part of the scratch-stock should be fairly long, so that by pressing down there is no tendency for the scratch to drop over at the edge. It is quite hard work using the scratch as considerable energy is needed, but a perfectly accurate moulding can be made.
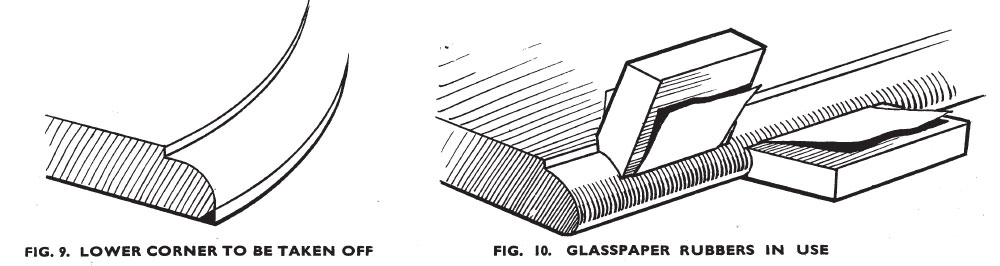
If preferred the lower corner could be dealt with in the same way, but as the amount of wood to be removed is only small it is usual to work a chamfer all round up to pencil lines as in Fig. 9, and remove the corners.
To finish off two glasspaper rubbers are made. They are shown in Fig. 10. Note that the upper one has its side at an angle so that it fits against the quirk of the moulding. Start off with middle 2 glasspaper, and continue rubbing until all corners are removed. You will have to keep changing the position of the glasspaper so that an unused part comes into use. As the rubbers overlap an unbroken shape is produced. Note that the shape of the rubbers is a trifle flatter than that of the moulding. There is no need for the rubber to be curved along its length. When satisfactory finish off with No. 1 glasspaper.
— MB
I have an oval oak drop leaf table and i often sit looking and wondering how this perfect moulding was achieved.Thank you, you’ve just solved one of life’s little mysteries.
Horizontal router table also works. Scratch stocks are quite a bit cheaper, though. 🙂
“Glasspaper rubbers” sound awful!
I was wondering if that would go unnoticed…
I mean… I sort of feel like it’s my job to notice these things. 😉
I am with Len. I noticed that you don’t see molding planes in right and left handed versions to allow you to work the grain on an oblong top. I figured they had to be scratched, and it is nice to see this. One of those questions you are half scared to ask. Thanks!