WOODEN spoons represent a small commodity which can often be made from what is more or less regarded as waste wood. Except for special cooking purposes, which necessitate lengthy shafts on the spoons, the ordinary article seldom exceeds about a foot in length, and hence all kinds of odd scrap sections can thus be utilised. Yellow pine is claimed to be worked most easily to the desired shape, but white pine and cheaper boxwoods have also been used, so long as the edges can be well trimmed. The wood must, of necessity, show no signs of splintering in any way, or foodstuffs might be contaminated. Sound branch wood, free from knots and of suitable size, is largely in demand for the work, and the diameter of the branches should preferably approximate to 3 ins.
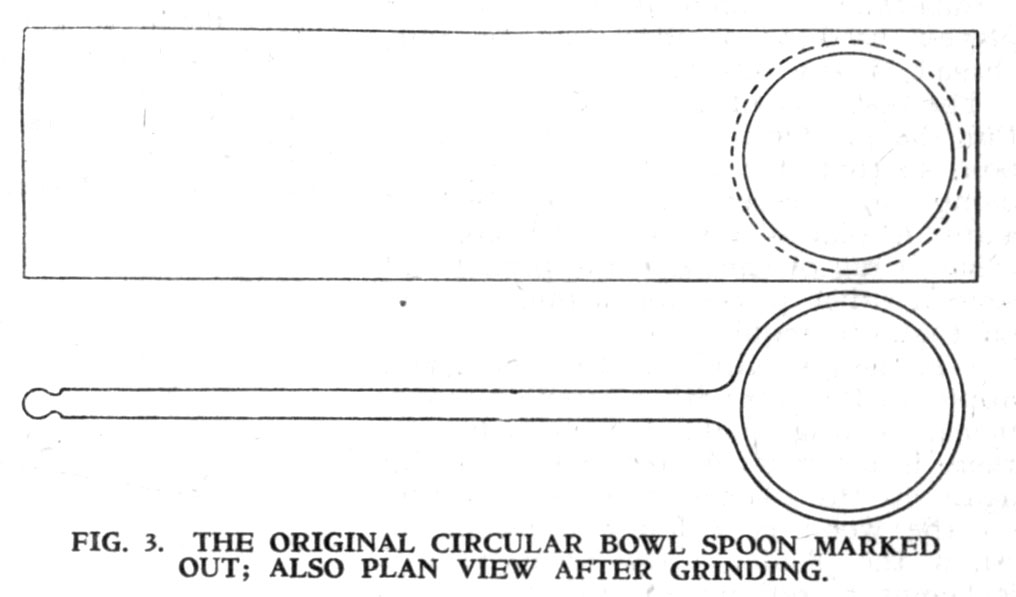
The bowl of the spoon may be anything from 1½ ins. in diameter upwards, but as a rule an oblong shape is preferred. Longitudinally, the bowl has a ratio of 2½ in length to 1½ laterally, and this ratio is more or less maintained with all sizes of spoons. The shaft seldom requires to exceed ½ in. in diameter, except where heavy cooking materials have to be stirred, whilst the handle is variable in size and shape.
The earlier practice of carving spoons by hand has largely been discontinued with the advent of improved mechanical methods, but improvised machines have been used by numerous amateur woodworkers.
GRINDING THE BOWL. Whereas other culinary wooden goods, such as potato mashers, rolling pins, etc., can be directly made by different turning operations, the spoon belongs to another category, as only the shaft and handle can be dealt with in this manner. In view of the strain put upon the wood during formation of the bowl, it is customary to prepare the latter first, and subsequently turn the shaft and handle.
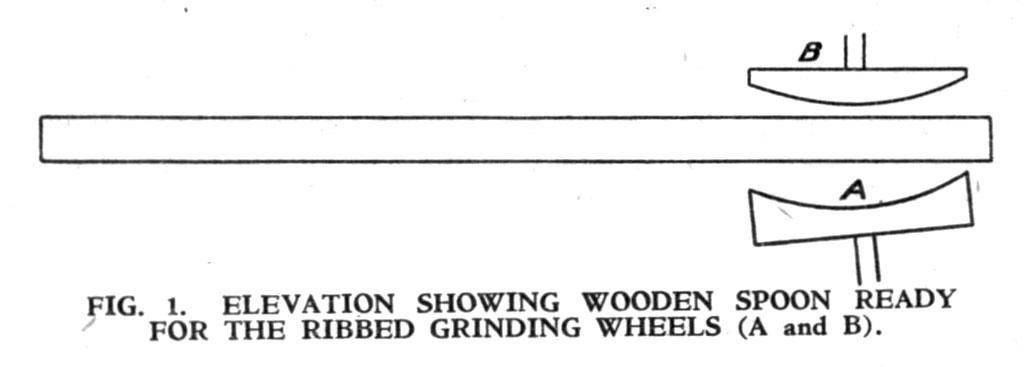
The latest mechanism introduced for the purpose of forming the bowl directly consists of a pair of ribbed grinding wheels similar in shape to those used for oil drilling. The bottom wheel is bowl-shaped, with a hole at the centre to allow access to the fine sawdust which forms, whilst the upper wheel acts as the counterpart, and is semispherical (A and B, Fig. 1). Prevention of the ribs becoming clogged with fine sawdust is imperative to success of the operation, and these are cut sharply in spiral direction for both wheels, so that the motion causes the fine matter to descend continuously. If the rotation described a true circle, the bowl of the spoon formed would be circular, which thus limits its size; but in order to maintain the ratio of 2½ and 1½, the wheels are operated by a sliding cam, and in keeping with this motion both wheels are of greater dimensions than the ultimate shape of the bowl produced.
Where selected branch wood is used, it is trimmed and cut to strips, but blocks of scrap wood are reduced by the band-saw to the desired shape directly. The strips are simply held in position between the wheels, and a lever causes the upper one to descend until the desired depth of bowl has been made. This, however, is not allowed to go so far that dissection is made from the parent section, as otherwise difficulties would be offered to the subsequent turning of the shaft and handle. In the way the fitting of the section at the head of the bowl to the tail-stock of the lathe is simplified, the centre being marked off in the usual manner.
The sliding cam which causes the wheels to operate to and fro whilst rotating is not really what might be termed an innovation, as the method was copied from the shuttle mechanism used in sewing machines. The action is a grinding one, and the nature of the motion prevents accumulation of sawdust between the ribs.
The wheels with the ribs are made of exceedingly hard chrome steel which are not readily blunted, and the art of making them depends upon the final tempering and quenching. The exposed faces of the ribs are as hard as the tools used for cutting steels, and hence are well able to withstand the effects of the continual abrasion from the soft wood. Each strip of wood is exposed to the foregoing treatment, and then passed over to the turner’s bench.
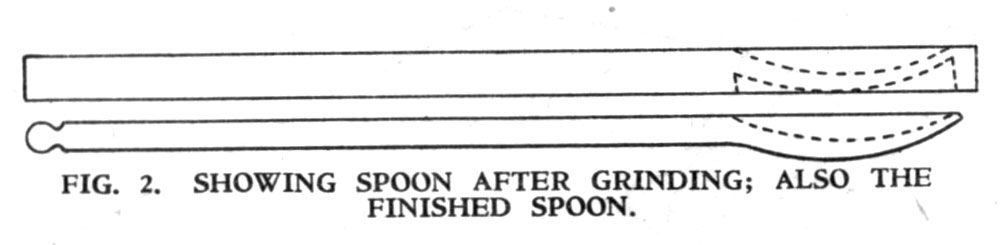
TURNING. The rough turning with the gouge is done easily and systematically so as not to exert any undue strain upon the weakened section (where a fraction of an inch connects the cut bowl to the parent wood), and more time is devoted to the final skinning than is customary for heavier objects such as mashers, and rolling pins, etc. Heavier gouges could probably do the work much more rapidly, but might run the risk of weakening the connecting section and further putting it out of alignment.
The turned shaft and handle are finished with glasspaper when the spoon is complete except for the parent wood attached to the bowl. This was for many years removed with chisels by hand, but recently a guillotine device has been adopted which removes the surplus wood very rapidly. In each case the edges of the bowl require to be trimmed and polished with glasspaper, when the spoons are ready for the market.
— The Woodworker, 1939
Yep, sounds about right for the era….factory spoons designed heavily, if not entirely, for the machine and production, not for function. They will function but there is more to function then just a bowl on a stick. Personally I think all wooden spoons are good ones, but the spoons described are almost lifeless, save for them being made from wood (which is warm, quiet and nice to touch) and the fact that they a touched by human hands in the sanding stage and this imparts some memory to the object. But all of this should be of no surprise coming from me. They are/were cheap and affordable so thats a positive too. 🙂
Not his most useful bit of advice, I’d say. What a convoluted process compared to a simple hand-carved spoon.
“The earlier practice of carving spoons by hand has largely been discontinued”. Not quite.
I wouldn’t take every article in The Woodworker (or on this blog) as an exhortation to do things in the way prescribed.
Sometimes, it’s just interesting to read things from another perspective. Well, it is for me, at least.
I agree, I find it fascinating to read and watch how things were made in times of old. Even today, many people simply aren’t aware how then things they use every day are made. Methods of manufacture aren’t necessarily the way we would like to see them made, but sometimes that’s all we get.
Making a spoon carving machine is a very complex and challenging endeavor. Operating a spoon carving machine is niether complex or challenging.
I’m struck that the article calls for branch wood.
Since I started woodworking a decade ago, I’ve always been told to avoid branch wood. It makes sense that wonky grain and unpredictable movement do not matter so much in a stick 3″ across and a foot long.