This is an excerpt from “The Essential Woodworker” by Robert Wearing.
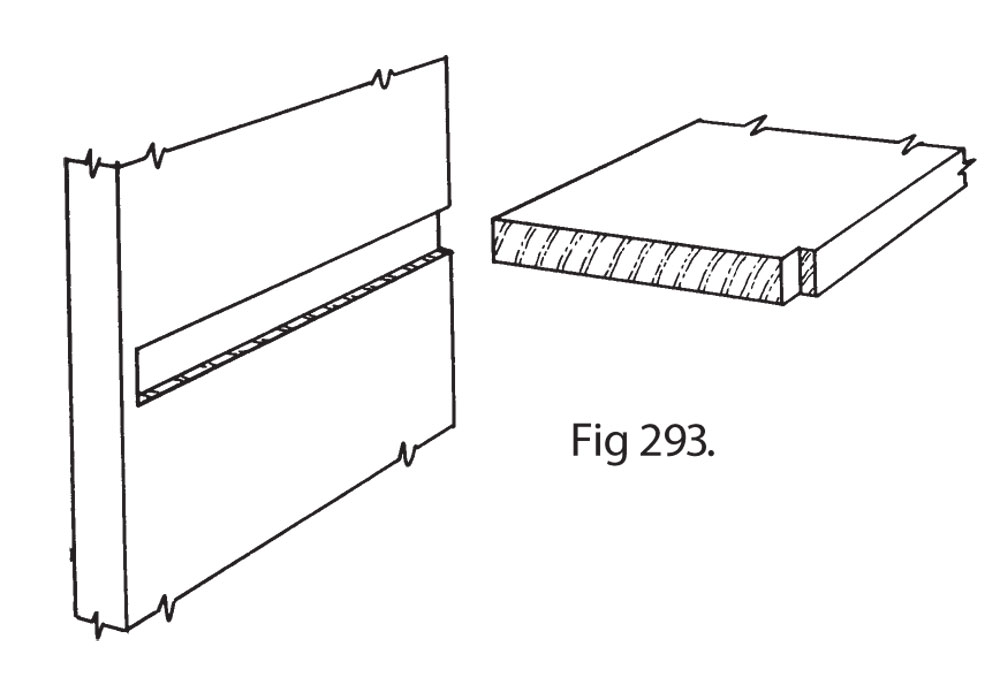
Shelves can be fixtures, often helping to strengthen the carcase, or they can be adjustable. The former will be considered first. The simple or stopped housing joint (Fig 293), has no strength, being all end grain glueing, however it does prevent the shelf from warping. The stronger dovetail housing or tapered dovetail housing is not a basic skill. The best method for the beginner is to tenon the shelves into the sides. Through tenons are particularly suited to the coarser grained woods, oak, ash, elm and chestnut, but not to the finer mahoganies and similar woods.
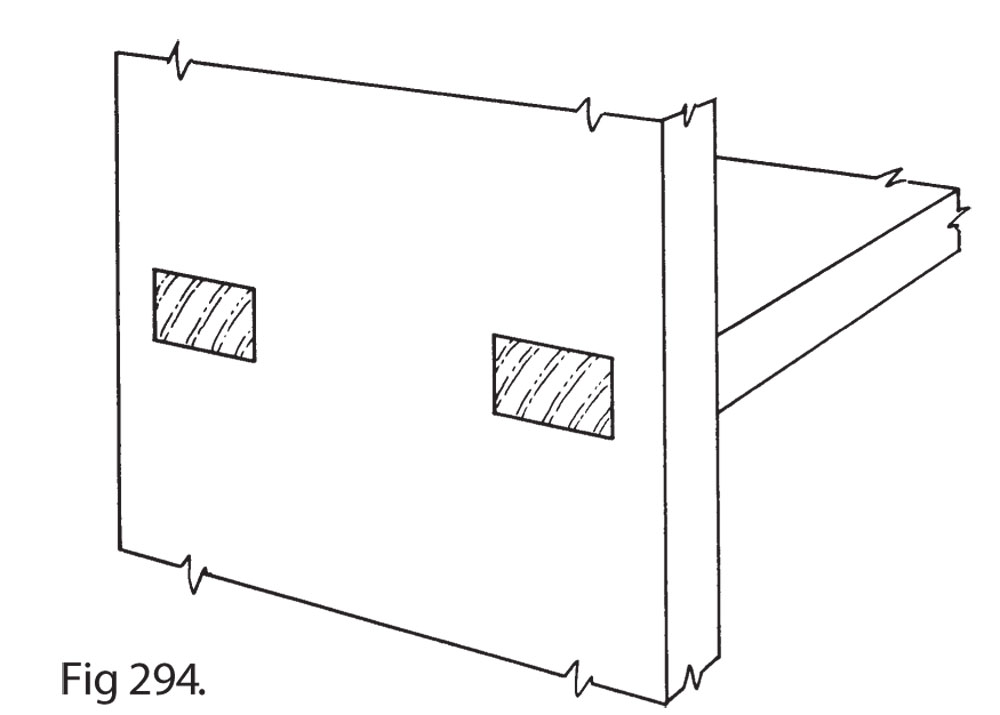
Fig 294 shows a bad example of tenoning. The very wide mortices cut across so many fibres that the component is severely weakened. Unfortunately examples of this are common. The joint at Fig 295 is both constructionally more sound and aesthetically more pleasing. Fig 296 shows the most effective form of this joint, which combines a housing with the tenons. The front corner should be stopped to conceal the joint. At the rear the joint may or may not be stopped, according to preference and the construction chosen.
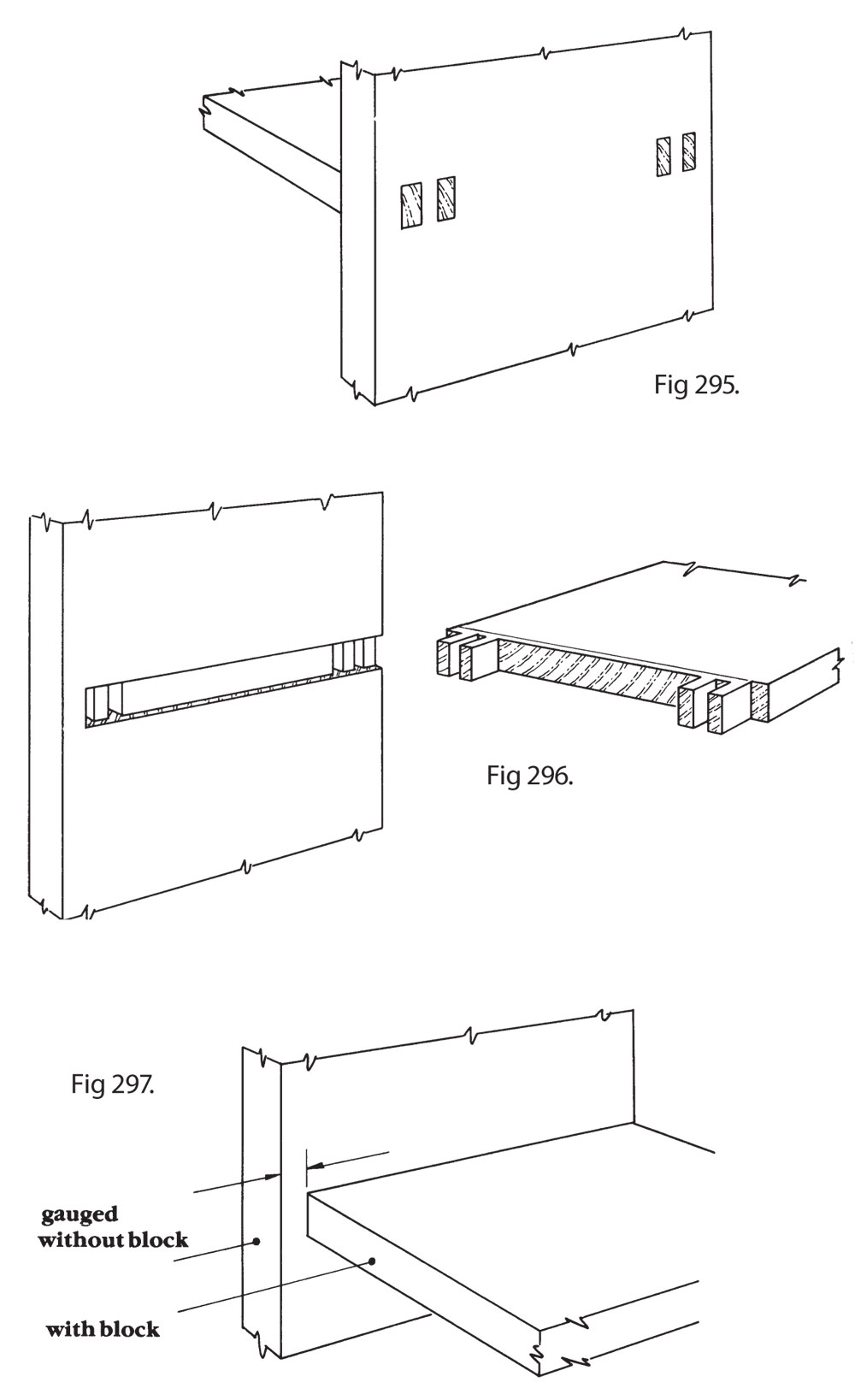
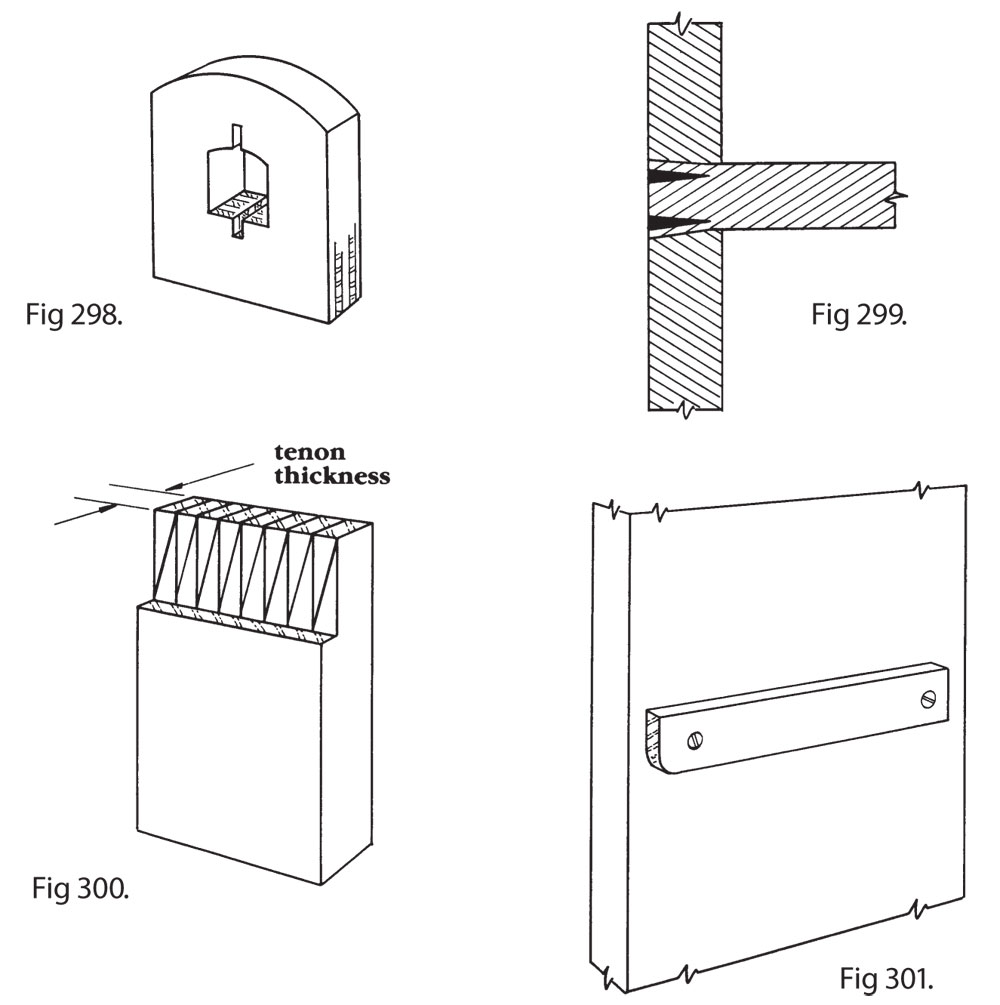
Fig 297 shows a common variation where the shelf is set back from the carcase front. This also permits a moulding on the shelf edge when the carcase itself is plain. It is essential where a door is fitted inside the carcase or when sliding glass doors are used. The gauging for this is very simply arranged. A block is produced (Fig 298) of a thickness the same as the set-in. This is slipped over the marking gauge. The shelf is gauged with the block and the carcase sides without it.
When tenons are brought through, giving a very strong carcase, they are generally wedged (Fig 299). Fig 300 shows how the wedges are mass produced from a small block, sawn to the tenon thickness. Make the cuts with a fine saw then saw off the entire strip. Making them individually by paring with a chisel is time-wasting and can be dangerous. Note that sawcuts are made for the wedges, which are not driven in at the ends of the mortice in the manner of the joiner. The mortice is opened out slightly to accept the wedges.
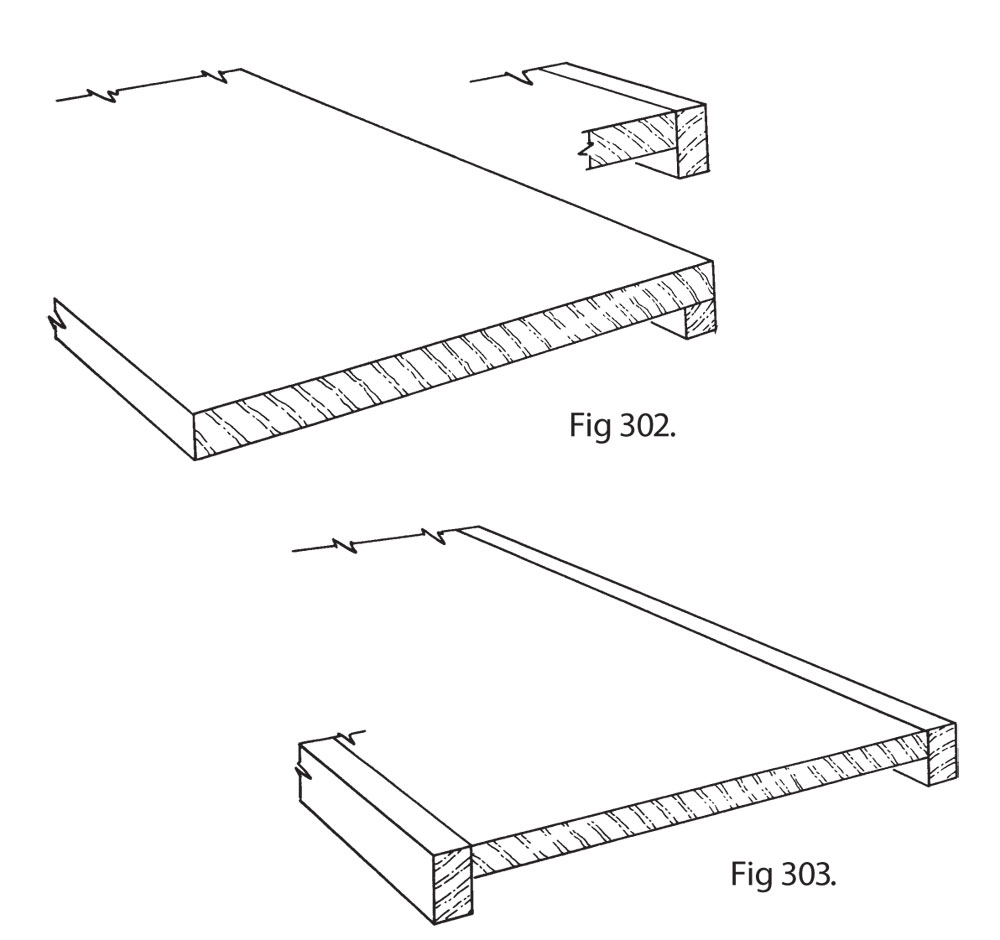
There are many methods of supporting adjustable and removable shelves including quite a number of commercial systems. One of the simplest is Fig 301. However this does not prevent the shelf from sliding when in use. This defect is remedied by glueing a small strip to the rear edge of the shelf to t into a gap behind the bearer (Fig 302). In a backless carcase a similar strip is needed at the front (Fig 303). This has the further advantage that thinner material may be used for the shelf while retaining the appearance of thickness. Moulding may be required on this thickened edge.
For better quality work a more sophisticated method is recommended. Fig 304 shows notches cut into the under face of the shelf, to accept turned supporting studs (Fig 305). These are usually 13mm (1/2in.) diameter with a 6mm (1/4in.) peg. Rosewood or a similar exotic wood is generally chosen.
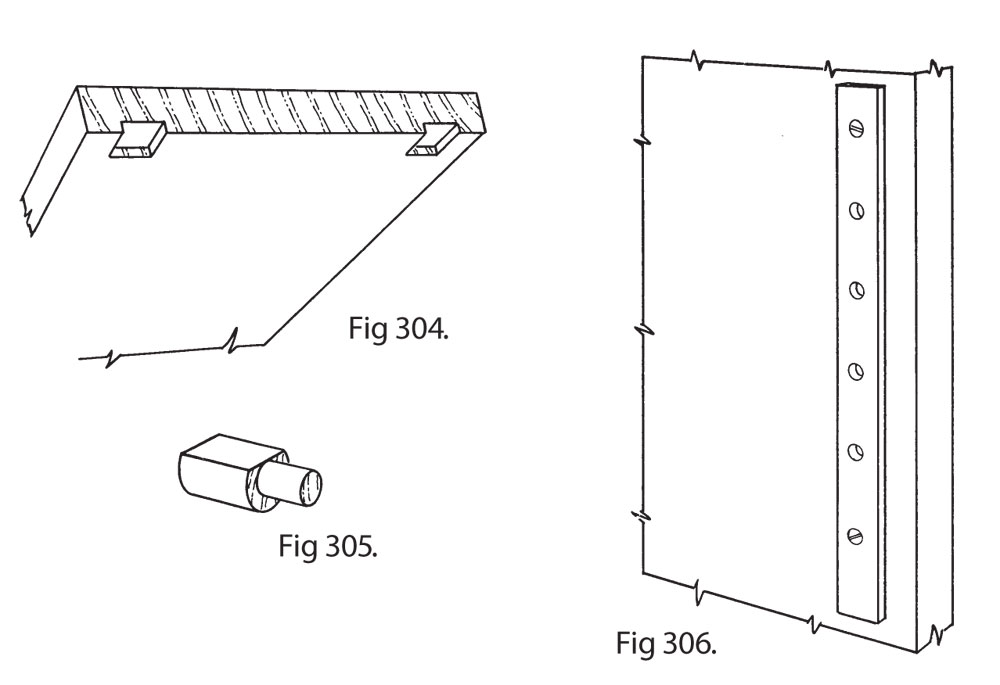
It is worth making a metal drilling strip for adjustable shelves (Fig 306). It will always come in useful again. Carefully mark the top then screw the strip in place. Drill all the holes using an electric drill with a depth stop. Insert two metal or wooden pegs next to the screws to locate the strip, remove the screws and drill the remaining two holes.
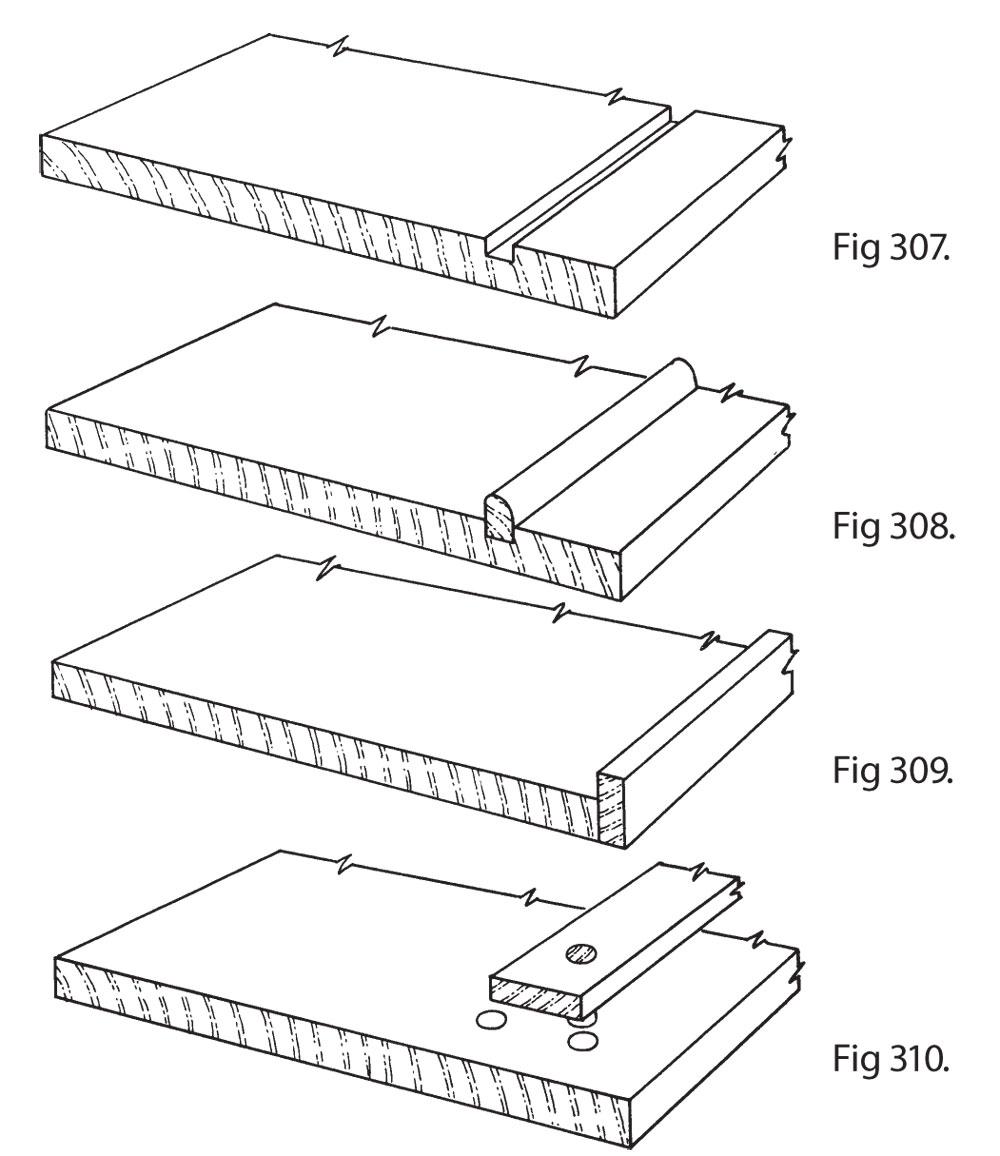
There are a number of other shelving variations which the beginner may find of practical value, for example, when displaying china plates on a dresser. For this purpose a groove is worked (Fig 307), which may be anything from 6mm (1/4in.) to 25mm (1in.) in width. Alternatively a small beading can be glued in (Fig 308). Open-backed shelves can be fitted with a lipping to keep books or other items in place (Fig 309). A deep shelf may be fitted with an adjustable stop (Fig 310) in order to keep small books lined up on the front edge.
— MB
Second Paragraph sez:
Fig 294 shows a bad example of tenoning. The very wide mortices cut across so many bres that the component is severely weakened.
I assume “bres” refers to the grain of the wood in some way, but I’ve never heard the word before. Typo maybe?
Almost certainly a cut-off ‘fibres’.
Correct. It is supposed to be “fibres.” I have fixed it. Thanks for catching that!
Robert Wearing was a wonderful clear writing woodworker. Thank you for preserving his work.
I love this book. I have a tip about cutting wedges: make all your vertical cuts, then saw all your diagonals down only 1/4 of the way, using the existing kerfs to get the saw started. If you cut them all the way through as you go, it’s a pain trying to start the saw cuts on the fresh corner each time.
I love through tenons for shelves. Though, I prefer to cut a shoulder on the shelf instead of a stopped dado on the case. It does well for concealing the joint and is much easier to accomplish.
I also just made Wearing’s dovetail transfer jig. Love it!
Woodworking essentials is so useful and has techniques that U.S craftsman don’t use, the simple things work the best.