An excerpt from “The Woodworker: The Charles H. Hayward Years: Volume I” published by Lost Art Press.
Bits often come in for a good deal of neglect. A man will keep his chisels and planes keen and have his saws sharpened, but just won’t be bothered to touch his bits when they become dull. It is a pity because you can’t expect to bore clean, accurate holes if your bits are dull or out of order. Not that a bit should be sharpened too often. Remember that there is a limit to the number of times any bit can be rubbed up, especially those having threads. The secret is never to allow a bit to become really dull, and to avoid running across hidden nails. The last-named do a lot of damage and necessitate a lot of filing—in bad cases the bit may be made entirely useless.
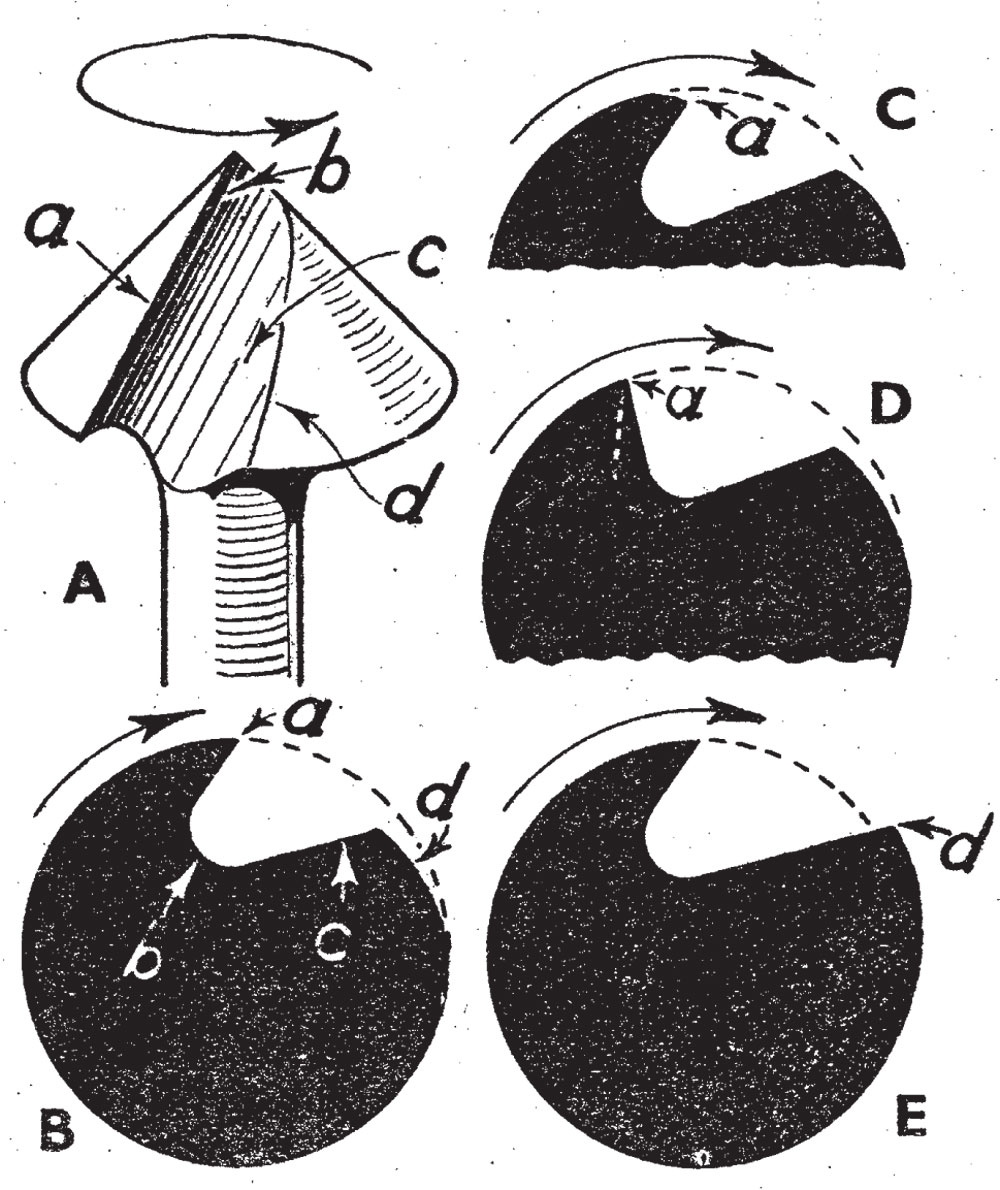
The Snail Countersink. This is for wood cutting only. If the cutting edge of this becomes dull it means that you have to apply considerable pressure to make it cut at all. Furthermore it is liable to form an uneven recess. Fig. 1 shows at A and B the correct shape and makes clear the features to be noted in the sharpening. Note first that the cutting edge, a, is undercut and is sharpened only at the inside. If dubbed over as at C it will fail to cut at all because the actual edge does not touch the wood to be removed. What has happened is that someone, not understanding the principle of the cutting, has filed the outside instead of the inside.
Another cause of bad cutting is shown at D, a fault less easily detected. The edge may be apparently sharp, and the sharpening may have been on the inside as it should be, yet the bit cuts poorly. The fault is that the edge is not undercut sufficiently. In all probability a flat file has been used so often that the undercutting has been almost completely removed owing to the angle having been gradually changed. There is no harm in giving a final rub with a flat file or oilstone slip—in fact it helps to keep the edge straight—but the gullet, b, should be deepened occasionally by using a rattail file. The dotted line in D shows how the metal should be filed.
The last fault at E is not likely to happen in a bit of reliable make, but may be found in a cheap one. It is clear that the surface of the cone at d is higher than the cutting edge, and the latter cannot therefore touch the wood. The remedy is to file down the part at d.
Most wood bits have a fairly low temper to avoid being brittle, and they can therefore be filed. Use only a fine file to finish off, and follow if possible with an oilstone slip.
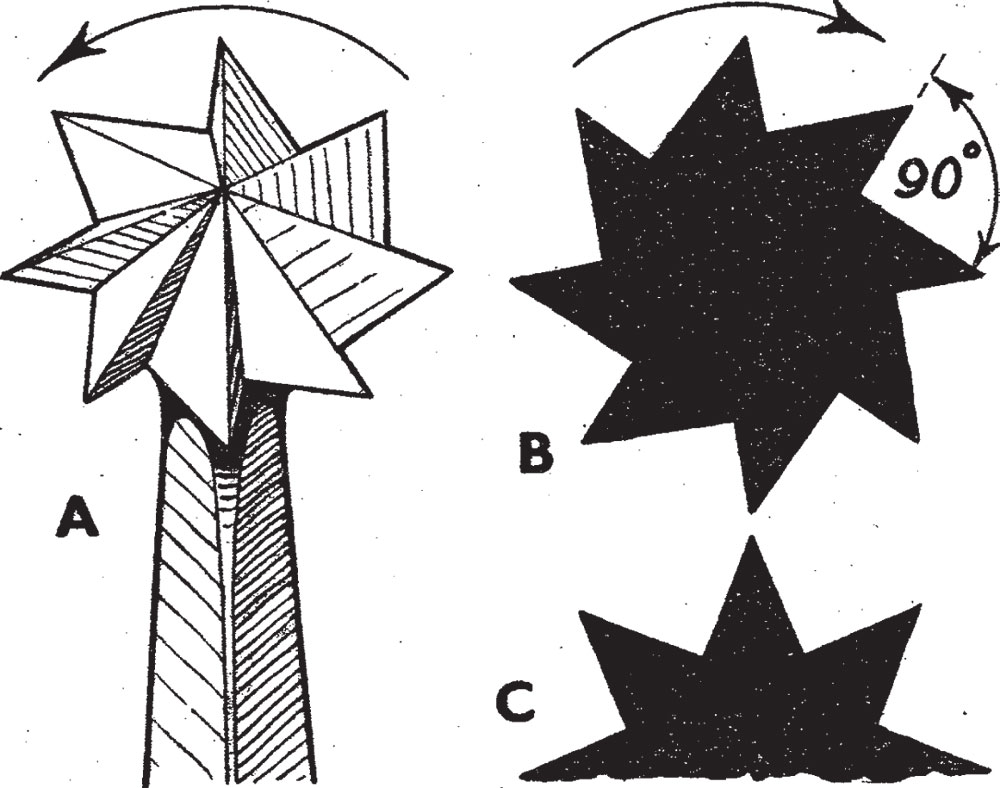
Metal Countersinks. Two bits fall under this heading, the rose bit for brass and the iron countersink. They have a common feature in that both are too hard to be sharpened with the file. The oilstone slip or grindstone must be used. Fig. 2 shows the rose countersink and it will be seen that the grooves must be treated with a 90 deg. slip. Note, however, that the latter must be held over at an angle so that the edge cuts rather than merely scrapes (B). If sharpened as at C in which the angles are equal the bit would have poor cutting qualities.
Sharpen each groove the same amount so that all the edges are level and keep the edges pointing to the common point.
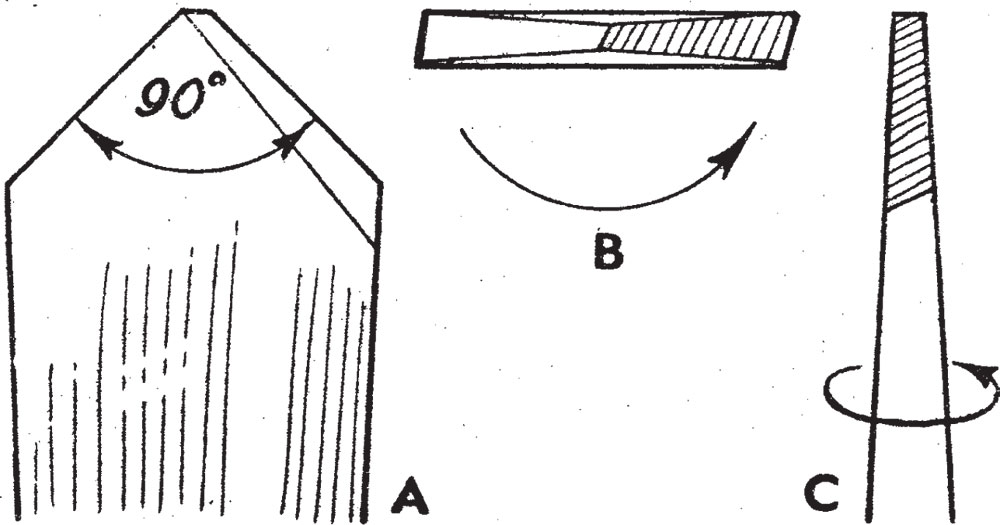
In the iron countersink in Fig. 3 the edges are ground back at an angle of about 60 to 70 deg. so that a fairly acute edge is presented to the metal. Keep both sides equal, and note that the slope is 45 deg., thus making the over-all angle 90 deg., the correct slope for countersunk screws.
— MB
I just was looking to clean up and reshape ( looks like someone used it on hard steel) its in such bad shape that I was going to mill it down. so that the edges are clean and straight so thanks for the heads up on this countersink being for iron and brass. and the 90 deg stuff.