Although one is not apt to think of the apple tree as a source of timber, as a matter of fact at least 2,000,000 board feet of apple lumber is manufactured annually into saw handles. This, too, is about the only important use to which it is put, though small amounts are made into smoking pipes, and miscellaneous articles of turnery. The wood was formerly used for shuttles and gave excellent satisfaction, but has been entirely superseded by persimmon and dogwood. As a fuel-wood apple has few superiors.
Apple wood is usually the product of old orchards which are removed on account of age. Owing to the inroads of pests of various kinds during the last few years, a comparatively large amount of apple timber has been offered for sale, especially in the Middle West, where old trees are being replaced by new. The supply of this timber comes from Kentucky, Ohio, Indiana, Illinois, Michigan, Pennsylvania, New York, Delaware, New Jersey and Maryland.
Small lots are occasionally imported from Canada. It is interesting to note that when the collectors inspected the shipments they assessed it as “cabinet wood not further manufactured than by sawing.” The importers were dissatisfied by this classification and succeeded in convincing the collectors that apple wood is never used for cabinet making purposes, but almost exclusively for saw handles. The Board of General Appraisers sustained the importers’ contention and the wood enters as plain lumber.
Apple lumber is sawed from butts which run two feet or more in length, occasionally reaching eight feet long. Bolts less that thirteen inches in diameter are ordinarily not used “for the reason,” as a manufacturer explains it, “if the butt is smaller than that the wood is worthless for making saw handles, since certain width clear of heart is required.”
Some logs are shipped to the factories and sawed there. More often the manufacturer buys the material sawed into lumber from 6 to 6½ inches wide and 1⅛ to 1 3/16 inches thick. The length of piece required for a saw handle is nine inches.
When the timber is first cut it has a reddish yellow color. It is customary to subject it to a steaming process, which reddens and deepens the color and renders it more uniform. To secure the best results the steaming must be done after the timber is cut and before the sap is dried out.
This is accomplished by placing the green wood in a tightly closed box or room varying from thirty-six to seventy-two hours, depending on the length of time the timber has been cut; the greener the material the less time required in the steam box to get good results. After steaming, the lumber is piled in the open and air-seasoned for from two to three years. Before being used it is thoroughly kiln-dried.
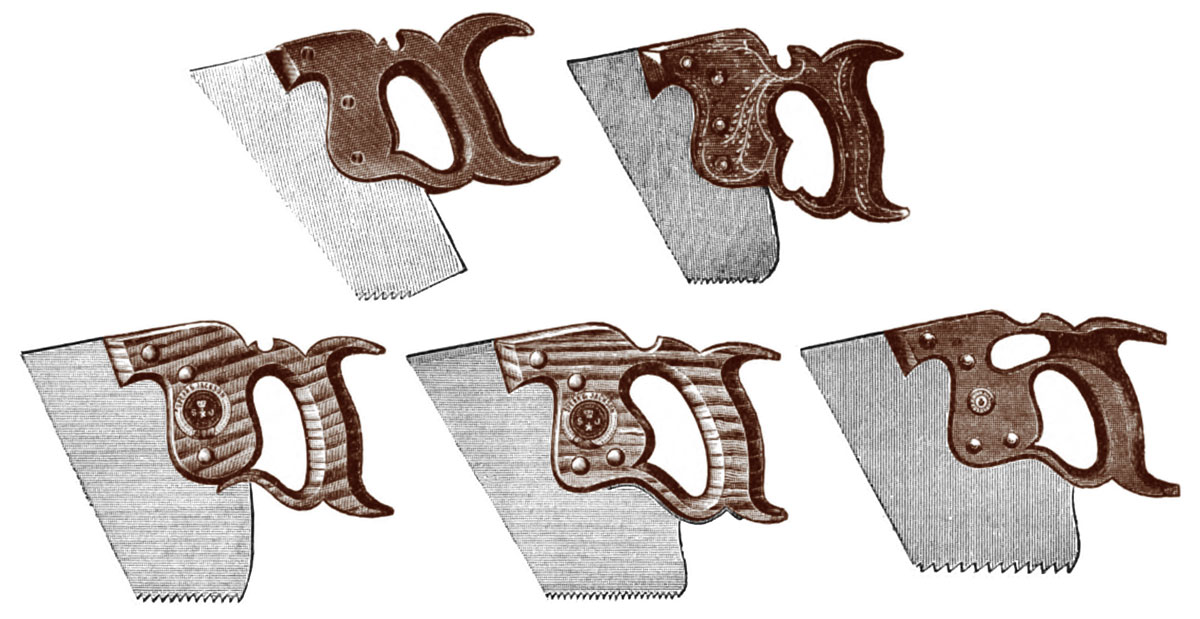
Following is a brief description of the processes of manufacture of Disston handsaw handles: “The thoroughly seasoned lumber is planed down to an even thickness and then sawed into small pieces, generally of such size that two handles may be made from each of them. The markers then trace the shape of the handles with lead pencils around sheet steel patterns.”
“They are then cut out by the band saws, after which a hole is bored in the center through which the jig saw enters and cuts out the center piece. They are now sent to the ‘nosing’ machine, where the nose is shaped. ‘Jimping’ is the next operation. In this the roughly cut handles are brought into contact with swiftly revolving cutters, and the edges are rounded.”
“The handles now pass on to the filers, who work them into the finished shape. This is followed by sand-papering on belt machines. The next step is varnishing, after which comes ‘slitting,’ as it is termed, or the process of sawing the slot in the handle in which the blade rests. In connection with this operation the handles are bored and countersunk for the bolts or screws. If the handle is to be carved that work is now done, after which it is taken to the polishing room.”
Apple wood, being hard, of very fine and uniform texture, capable of receiving a high polish though of little natural lustre, is very well adapted for handsaw handles. The deep, uniform color makes it attractive and the trade has become so used to the wood for the better grades of handles that none other is considered satisfactory.
The price of the material is so high, however, that for the cheaper saws beech is a common substitute. What beech lacks in natural beauty and high polish is offset for general utility by its greater strength, toughness and vitality. Other woods used for handsaw handles are black cherry, red gum and maple and, where specially ordered, black walnut and mahogany. Handles for long or cross-cut saws are made principally of beech and maple, though some few are of hickory.
In a government report on the wood-using industries of Michigan, it stated that 50,000 board feet of apple wood is used annually for handles. “The only wood in the whole industry (handle) costing an average of $50 a thousand feet was apple, obtained in old orchards where the trees are no longer profitable for fruit. Apple wood is peculiarly fitted for saw handles and most of it is put to that use. Black cherry is employed for the same purpose, but in Michigan it costs $14 a thousand feet board measure and is much cheaper than apple wood.”
S. J. R.
Hardwood Record – September 25, 1912
—Jeff Burks
Fascinating as a saw nut! I am particularly interested in the section on steaming, You often don’t see the same kind of rich depth of colors in contemporary saws that are using apple here and there. The handles are often quite blond. I always chalked this up to age (As in cherry), I wonder if the steaming isn’t at least partially responsible.
A good read and a great find!
Thanks Jeff!
Niels, note that the article mentions that they preferred to use the heart-wood… perhaps the blonde saw-handles you are seeing are sap-wood rather than heart? Though certainly the steaming could be part of it!
I agree, getting applewood wide enough for handle blanks is a hard thing to do these days.
I believe that is due to the fact that farmers don’t let their trees grow very large. The most suitable trees come from stands that have been left to grow wild. Even when clearing apple trees most folks instantly think fire/BBQ wood. What’s more I think you have to act pretty quickly after a tree has been taken down to split up the logs to avoid checking. Something apple is notorious for.
It’s a marvel that Henry Disston and the like were able to source so much high quality apple.
CLEAR of heartwood. Not heartwood itself.
This is a general comment regarding Mr. Burk’s blog posts. I find them quite enjoyable and informative. Keep up the great work.
Regards, Chris
I have some apple that has been setting for about 3 years. I think I know what to use it for now. well a mallet or 2 may come out of it. good read.
This appeared for sale today. Do you know of this book? It could be very interesting, or it might not. No way to tell without seeing inside.
https://www.facebook.com/photo.php?fbid=10155323374895577&set=pcb.1625292601041178&type=1&theater
Sorry. False alarm. I see this has already been reproduced. http://www.abebooks.com/servlet/SearchResults?an=&tn=A%20Supplement%20To%20The%20New%20And%20Universal%20Dictionary%20Of%20Arts%20And%20Sciences&cm_sp=mbc-_-ats-_-all
Neat. I’ve always wondered why apple wood was so common for saw handles, yet so uncommon for anything else.
Has anyone experimented with using bradford pear for handles?
I’ve run into a lot of furniture described as having been made of “fruitwood” and of course there is the generic stain color of that name.
Those woods seem like they might not always be easy to correctly identify. I wonder then how much of what was called apple in the past was actually apple and not pear etc.
That has me wondering if bradford pear which is commonly planted as an ornamental tree, at least on the East coast, might make for a source of handle sized pieces. I have never seen the wood in board form and it may just be something to avoid in general. The one I want to experiment on is standing until I can borrow or rent a sawmill.
They’re an awful tree in may ways and will suddenly split if allowed to get big but they are fast growing and pretty. People plant them and they grow up and make a problem that needs to be removed often enough that nice big 4′ long trunks from lollipop subdivision trees are probably free for the cutting if you ask at the right time. They are in shopping center islands, along driveways, and in parks all over the place.
A wild descendent of bradford pear is taking over as a weed tree in some places. It has a single trunk and grows tall. It’s all over suburban Washington DC. I have 2 about 50′ tall next door and both are bigger around than me. If it is a wood that’s good for something it’s not hard to come by.
Reblogged this on goatboy's woodshop and commented:
Fascinating post about saw handles and apple wood, from the Lost Art Press