I have worked at coopering in all its different branches off and on for about thirty years; have seen it in its prosperity and felt its adversity. I have known the cooper who worked journey work to have a kit of tools weighing 100 to 150 pounds, and many curious-shaped tools they were, among which the only machine in use was a boring machine. Twenty staves from the rough were called a set and made a load to carry into the shop— rough heading four or six pieces—often causing the cooper to go back and make a second load to get a complete set for a barrel.
Old-time coopers will remember how a new man was broken into the traces; then, when his staves were equalized, shaved and jointed by hand, and heading made into a head, all of which required a mechanic to do the work, and our journeyman had his first barrel raised, there would go up from every cooper about the place a yell, “blockwash, blockwash!” that, only for the difference in the way it was done and the word itself, you would think there was fire in the next yard. The new cooper understood the rules, and if he hadn’t the money he got the boss to help him out, and the nearest saloon got the benefit of his first earnings by furnishing the ingredient (blockwash).
The boring machine referred to was the first hand machine invented for the cooper, and was gotten up by a man named Archy Colwell, a native of the Isle of Man. It differed from the machine in use by hand coopers now, as it was run by a belt. The machine of to-day is operated with cog wheels and is a great improvement over the brace and bit then first in use. The old way fifteen or twenty barrels was an average week’s work, either oil or whiskey barrels.
In thirty years we wake up to great changes in coopering. The old block is no longer left to wash; not even a chip stands to mark its resting place. Few if any tools for the cooper (so called) are necessary. Some of the coopers of to-day own an adz, and in some localities are required to own their tress hoops, in hand shops, but in machine shops the machinery makes the barrel and the cooper does the rest—puts in the head, which does not require a very skilled mechanic.
The first machine I ever run was a horse bucker, at Meadville, Pa. This was soon after the oil excitement brought great demand for barrels in the early sixties. It bucked (horse power) 2,000 to 3,000 staves a day. Then came a stave jointer for jointing sawn or bucked staves, and, like the coopers of to-day, the cooper was then greatly prejudiced against the machines and said, “Oh, that’s a humbug! It won’t last long; wastes too much timber.” But it was inevitable; machinery must come. The oil excitement made such a demand for cooperage that waste of stock was as nothing compared with urgent demands for the barrels.
The jointer referred to would to-day be called a mechanical curiosity. I first saw this machine at Warren, Pa. A man by the name of Herd run a shop that had this machine. Staves were equalized and bucked like it is done now. The jointer was a horizontal wheel. The stave was put into a cradle or clamp and bent, then touched to the wheel for a joint, released, reversed and jointed on the other side. Two to three men were necessary to run it. I don’t know what its capacity was.
The barrel machinery then, after a barrel was set up, fired and windlassed, consisted in merely putting the barrel in a dry-house for four or five days, then tressing it and putting it in a revolving lathe, the operator holding a chisel-shaped knife to the end of the barrel, chamfering it while in the lathe, also leveling it while in motion. It was howeled and crozed with hand-howel and croze worked by a handle reaching across the barrel. The tress hoops were then released and the barrel turned off. Heading was turned by hand in those days, in a lathe, the operator holding a chisel to the desired circle. The top and bottom bevels were put on with a chisel held in the hand of the operator.
These primitive ideas were much like the machinery is made to work to-day. Perfection of mechanism and skill to use machines have brought them to great perfection as a means of making good work very rapidly. I have worked with nearly all kinds, including manufacturing small buckets and pails, and must say that if properly handled, good machines make good barrels, if the stock is good.
James Savage
The Wood-Worker – August 1895
From the Local Unions:
No. 59, Cincinnati, Ohio. (Mixed Tight Barrel Coopers)
Coopering remains about the same as last reported; all are working with plenty to do. Twenty-five years ago this city had more than 300 hand coopers, while now less than one-half are employed. A great many have gone to that home from which no cooper ever returneth. The land where there are no “Blue Mondays” or “block wash,” long hours and short weeks, like some of the old time boys experienced on this mundane sphere. All that has changed now, with the possible exception of the “block wash,” which is religiously adhered to in all the small shops.
There has been very few apprentices to learn the trade in the last twenty five years, most all the coopers preferring to give their sons an opportunity to learn something whereby they can earn an easier living. Away back in the 70’s if a cooper had four or five sons, and they usually had that number and more, everybody worked with father, sometimes two and three in a berth. There were any number of small shops in alleys or back yards and one or two families filled them. All that is changed now, let us hope for the better, and wait patiently for the next quarter of a century to see what it will bring forth.
The Coopers International Journal – January 1906
—Jeff Burks
The amazing thing is that there was such a thing as an international journal just for coopers!
I guess Gutenberg brought us bibles, then trade rags. 🙂
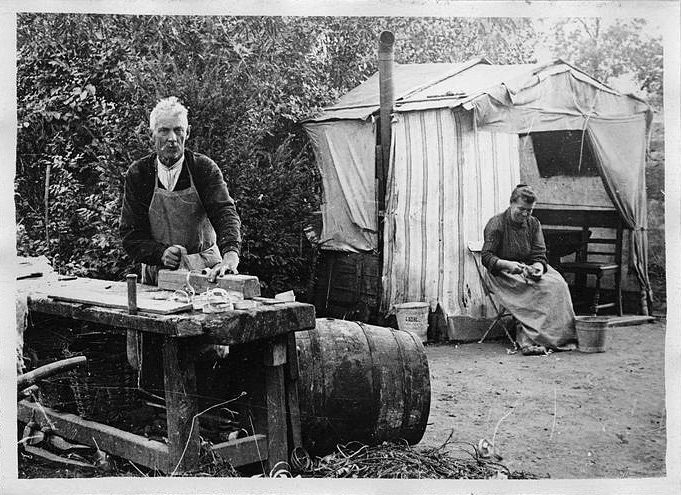
Love the top photo…the wife seems to be laughing about something
Thanks for these Mr. Burks. Very interesting.