It is surprising how little is known about glue, even among artisans who are constantly using it in their work, especially when we consider that the strength and durability of glued work, and, ultimately, the reputation of the artisan, depend largely upon the quality and proper use of it.
It is an indisputable fact that poor glue, or the improper use of good glue, has caused the wreck of many an otherwise good piece of work.
In order to select or handle glue intelligently, it is necessary to understand something about its manufacture. Glue is an impure gelatine, and is made from the refuse of tanneries, such as parings and waste pieces of the hides, ears, and tails of cattle. Some light-colored glues of poor quality are made from sheep skins, pig skins, and bones. Bone glue is prepared by boiling bones, to remove the fatty matter they contain, and then treating them with hydrochloric acid. This renders them soft and translucent. They are then washed in an alkaline bath, to neutralize the acid. The subsequent treatment is much the same as that followed in the other process. Glue made from bones has a milky hue, owing to the presence of phosphate of lime.
A very strong, though offensive smelling, glue is made from fish bones, but the most reliable and economical glue for the woodworker is made from sinews and pure hide stock. In preparing this glue, the clippings are first soaked in quicklime and water for two or three weeks. This removes the hair and acts as an antiseptic. They are then washed and given another lime bath; then washed again and partially dried, or drained, in the open air. When well drained, the “glue pieces,” as they are now called, are placed in large, fiat-bottomed boilers of copper. These boilers are provided with false bottoms, to prevent the material from burning. The pieces are partly covered with soft water, and gently heated until all the gelatinous part has been dissolved out and the remaining glue has attained the proper consistency ; it is then drawn off into “congealing boxes” of wood. As it cools, it becomes stiff and jelly-like, when it is turned out and cut with wires and wet knives. The pieces are then removed to drying racks, where they are supported on nets and dried in the open air. This operation of drying is often a cause of much anxiety to the manufacturer, the reason being that decided variations in temperature have disastrous effects on the product. When dry, the dull appearance of the pieces is not very pleasing, and to give them a bright gloss they are wetted and subjected to artificial heat.
A knowledge of the processes followed in the manufacture of glue enables the consumer to readily judge the merits of any sample offered. The color is a matter of great importance. Good hide-stock glue is clear, light brown, free from streaks or specks. As already mentioned, very light colored glues are usually inferior. A very dark color indicates that poor material was used or that the glue was obtained from a second boiling of the glue pieces. Muddy glues are sometimes bleached by the addition of zinc or whiting; the result is, of course, a very poor quality; but some furniture manufacturers use such glue, as an excess of it on the work is not readily seen, and the expense of cleaning it off is saved.
Another test for glue is to break a piece of it. Good glue, if bent quickly, will snap into pieces with a glassy fracture ; but, when bent slowly, it will bend nearly double, turning white at the bend, before breaking. – Some kinds of glue that are made by the acid process, have an acid taste. This indicates that the acid was not properly neutralized, and this has a detrimental effect.
A very important test of glue is that which determines its “water-taking” properties. In this test, the dry-glue is placed in the glue-pot, and cold water poured upon it. Good glue will not dissolve in cold water, but will absorb the water. Poor glue will absorb very little water, while a first-class quality will absorb an astonishing amount, swelling up until it stands above the top of the glue-pot. This alone should prevent any one from buying cheap glue, under the impression that it is economical. Water is cheaper than glue, and a pound of good glue will make two or three times the amount of prepared glue that a pound of poor glue will make.
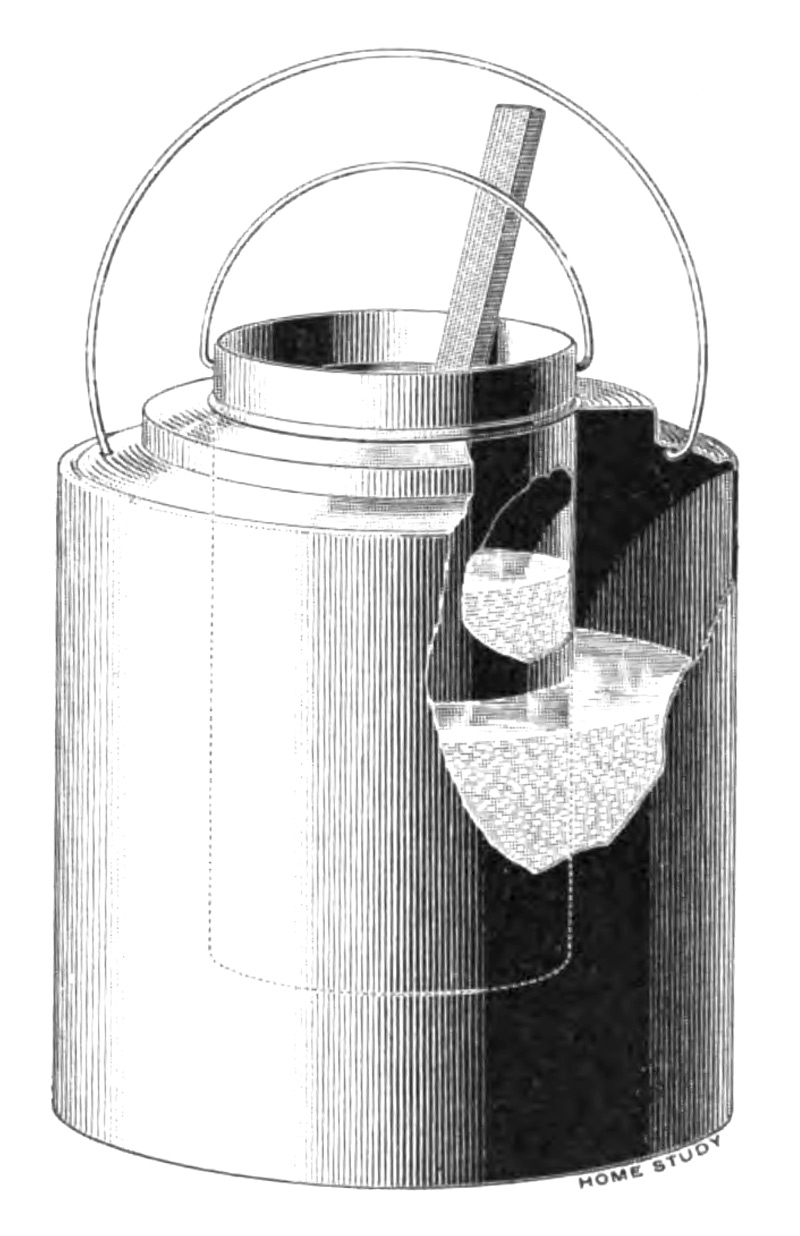
When preparing glue for use, no more should be dissolved than is needed for immediate application; glue is animal matter and, like ham or beef, will go bad if exposed. The pieces should be soaked for about 24 hours, or at least overnight, in as much water as they will absorb. Then, with the addition of a little more water, they should be boiled in a glue-pot or double cooker. The pot containing the glue should be surrounded by water and steam, and should never come in direct contact with any heating flame, as a temperature higher than that of boiling water is detrimental. The glue should be boiled until all the lumps are dissolved and the liquid has the consistency of heavy oil. Some classes of work require thick glue, and others thin glue. If the glue is too thick, it may be thinned by stirring in some hot water. A very convenient glue-pot, made of simple materials, is shown in the accompanying figure. The outside can is such a one as contains a pound of infant’s food. A hole may be cut in the cover just large enough to admit the body of a small baking-powder can. This answers very well for home use.
In making a glue joint, it is necessary that the pieces fit together exactly, and are perfectly dry. It is also a good plan to warm the surfaces to be glued. The strongest joints can be made when the grain of the wood lies in the direction of the joint. End wood joints are very difficult to make secure, and require thick glue.
Among amateurs there is a common misconception that the more glue used, the stronger the joint. This is a great mistake, for while it is necessary that all parts of the joint shall receive a coating of glue, the effort should be to immediately squeeze out as much of it as possible. A perfect joint should be discernible only by the difference in direction of the grain of the wood, and not by a black streak. The strength of a properly glued joint is very great; in fact, when tearing apart glued articles—furniture, for instance—the wood itself often separates before the joints will yield.
In some shops, it is the custom to make up a quantity of glue sufficient for several days’ work, and allow the men to replenish their supply from this “stock solution.” This is a bad practice, as glue which is allowed to stand in moisture rapidly ferments and loses its strength.
If, after a glued joint has stood for three or four hours, the glue sticks to the chisel when an attempt is made to clean off the surplus, it indicates that the glue was not cooked enough. In drying, glue should return to nearly the same condition as before cooking, although in warm or damp weather it will not dry as fast as in cold, dry weather.
In wood-working establishments glue is useful in a way which many people know nothing of, namely, as a healing agent. This is particularly fortunate, for at the cabinetmaker’s and in the pattern shop, etc., where glue is always at hand, finger cuts are frequent and need prompt treatment. If the injured part is wrapped with a piece of paper that has previously been covered with hot glue, the cut will stop bleeding instantly. The cut should be drawn together well while applying the glue-covered paper. In cooling, the glue contracts and tends to still further close the wound, in much the same manner as the collodion used by the surgeon. When the finger has healed, the paper can be readily washed off in warm water.
For some classes of work, ready-made liquid glues are very convenient; but they will not answer for large joints, as they dry very slowly. For small work, however, and for mending crockery and glass, they answer very well. Common glue should never be placed in contact with glass, as it contracts so rapidly that the glass is certain to break.
Liquid glue may be made by dissolving 1 part of isinglass in 3 parts of No. 8 acetic acid. Another recipe is to slowly add nitric acid to the ordinary preparation of glue, in the proportion of 10 ounces of the acid to 2 pounds of ordinarily prepared glue. A damp-proof glue can be made by using skim milk instead of water, and preparing in the usual manner.
In making a joint with any kind of glue, the surfaces to be joined must fit each other, and as much of the glue as possible squeezed out, either by rubbing the pieces back and forth, over one another, or by squeezing them together between the hands.
Where the joints or the pieces are large, clamps or presses may be used with advantage for squeezing the glue out. The clamps should remain on the work until the glue has set; this takes from half an hour to several hours, according to the temperature and humidity of the air. Cabinetmakers usually screw their clamps up very tight, and immediately afterwards release them slightly, to take the strain off the screws. If this is not done, the clamps are very apt to give way in a short time.
In working with hot glue, everything should be ready before the glue is applied as it begins to chill immediately, and if exposed to the air too long, a poor joint is the result. The stock of glue should never be kept in a damp place, or the glue will mold and spoil.
George F. Lord
Home Study Magazine – 1899
-Jeff Burks
Thanks, Jeff. This is information I plan to use.
I have long wanted to try the “wound repair” aspect of hide glue that is detailed in this post. Super glue works very well for me, but I haven’t had a pot of hot hide percolating when I had a wound.
I have heard of hoof glue in historical aspects. Is it the same as hide glue or is it a different glue altogether?
Still collagen based. Just smells like rancid feet instead of…
Seriously, I’m not any kind of glue specialist so which collagen makes the best adhesive is beyond me.